How your plant can train like the military

In this article:
- Why train our people?
- Military training process
- Standardized training
- Develop a training process at your site using the military process
- Training commitment
Are the craft trades in your organization qualified and certified to work in your facility? If you said yes, would you be able to provide the list of tasks – for a millwright, for example – used to qualify the person holding the role? Further, what steps were used to qualify that person on each of the tasks? Is there a recertification process for this craft, or is the person deemed qualified for life with no need for recertification or skills improvement?
If you are in an organization that has a good craft qualification and certification process, then your organization is in a better place than six of the eight organizations with which I have been involved. For those who do not have a qualification or certification process for their craft trades, let’s consider here how to develop a training process for your organization using principles similar to those employed by the United States Army. I will review the military system for training, based on my 20 years of service in the Army, and show how to use the same principles for designing or evaluating a training program at your site for hourly maintenance personnel, operations people performing maintenance tasks, and/or contract personnel, as well as salaried professionals.
The training program’s design can be tailored to your specific site’s needs to make it fit for purpose. The training process should encompass identifying the scope of training needs and the resources available; performing the training using specific tasks, conditions, and standards; hands-on training, testing, and evaluation; and direct involvement of site leaders. This process will provide a complete review of a site’s training needs, a process for developing quality training, and a feedback process for continuous skills development.
We’ll review one case study of applying these principles and consider a qualitative review of other sites that employ no formal qualification process for their technicians. These will illustrate that giving a technician the title of “qualified technician” is different from employing truly qualified technicians who can work at your site in a safe, competent manner.
Why train our people?
How many organizations have you been a part of where there is no formal training for the maintenance technicians within the organization? I do not mean the generic annual regulatory or health, safety, or environmental training that most companies perform and track. Most companies have the OSHA-required training for occupational noise exposure, respiratory protection, etc., but what about the skills required to work on a pump, for example? And not only to work on the pump, but also to perform precision repairs on the pump? There is a huge difference in total costs and reliability when comparing a precision repair with working on a pump for one hour or less.
I have worked for eight organizations in my 33-year career, and only two of these (outside of the military) had a detailed training program for their employees that included refresher training. At one of these two organizations, I led the development of a training program based on the concepts I learned from my 20 years of active and reserve service in the military, and I will use this company in the case study.
In any organization, employees will perform at their lowest level of training at both the individual and group level. With no training or skills development, an employee’s performance will degrade over time, negatively affecting the organization’s goals and objectives through low-quality repairs and higher maintenance costs.
Some of the companies I have worked for claim they have qualified personnel, but when I asked for details, I got the same answers: “Our guys have more than 20 years of experience,” or “They came to us as qualified technicians.” None of these organizations had any refresher or recertification process. As leaders, we owe it to our employees to make sure our workers are qualified to work on the equipment assigned to them and ensure that their skills stay up to date and relevant.
If you have a program at your site, here are a few questions you can use to assess your program:
- Is it a formal or informal process?
- Are your craft workers qualified for what they do? What does “qualified” mean? Is there a process for requalification or skills improvement?
- What should you train your people to do that they are not currently performing?
- What training do new employees receive?
- Do you have training records on each employee?
Each employer should have a clear record of employees’ qualifications and be able to verify that employees are capable of performing the job’s required duties. While some of your employees may have had proper training in the past, it is beneficial to consider providing refresher training and skills improvement training.
Military training process
Why look at how the military trains its people? The overall goal of the U.S. military is to protect the U.S. Constitution, to serve the people of the United States, and to protect the American people from enemies both foreign and domestic. This goal does not align with normal goals found in typical industrial plants – or does it?
Our ultimate goal within industry is to produce our goods while protecting our workforce, the local community, and our plants. While the military does not produce a good, it provides the service of protection. In fact, it must be the best in the world at providing its protection service, for failure to meet its goal could mean losing wars, soldiers, and equipment during normal operations – and that is unacceptable. The military brings in tens of thousands of new personnel each year, and it trains and qualifies them to perform their jobs within a year. The trainees will join various units throughout the world, and they need to perform their jobs immediately upon joining the unit. This can only be accomplished with a very structured, repeatable, and qualified training program. Likewise, the oil and gas industry cannot accept unqualified craft personnel, because that could result in lost revenue, lost equipment, environmental damage, and lost lives.
Standardized training
In the military, individuals are trained to qualify for their assigned MOS. At the unit level, personnel are trained at every level (squad, platoon, company, etc.) per their unit’s assigned mission. For each level, there are records kept to show each individual/team is qualified to perform the assigned tasks and missions. These records are maintained for years – sometimes for the individual’s length of service.
The training from one base to the other is consistent throughout the entire Army. This allows soldiers to move to a new unit and be immediately qualified to perform, with the exception of learning local standard operating procedures (SOPs). This would be similar to a company having standard millwright qualifications for all of its plants, allowing millwrights to work at any site, with the only stipulation that they would need to learn local regulations, such as those pertaining to permits.
The military conducts training at both the individual and collective (team) levels and tailors training to the mission of each service (Army, Navy, etc.) and each branch within the Army (Infantry, armor, artillery, etc.). These branches could be similar to operations, maintenance and reliability departments at an industrial site. The military has hundreds of military occupational specialty codes (MOS, similar to craft classifications) that have been developed to support numerous missions. Let’s look at the mission of the Infantry and how the military trains and prepares the Infantry to accomplish its mission.
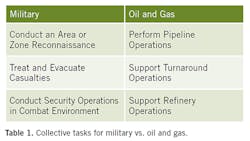
The mission of the Infantry is to close with the enemy by means of fire and maneuver to defeat or capture them, or to repel assault by fire, close combat, and counterattack. There are supporting collective/group tasks for this mission (see left side of Table 1).
For all of these supporting collective tasks, there are both collective and individual skills needed to accomplish them. Some may be specific to a particular supporting task, and some can be used on all supporting collective tasks.
Develop a training process at your site using the military process
Of all the companies I have worked for, only two had training programs for their craft that included requirements for a qualified craft. One of these sites did not have a program when I joined, so in an effort to improve the quality of repairs on rotating equipment, I developed a training qualification program for millwrights that eventually gained management approval and spread to all of the other crafts.
To begin, we developed two high-level procedures that listed the craft’s qualification requirements with knowledge- and performance-based standards. For the knowledge-based training, we used an outside company’s knowledge-based certification process that covered a wide range of skills to qualify our millwrights. We provided the training materials to our workforce, and after one year, we required them to pass the knowledge-based test provided by this outside organization. Upon passing this test, they possessed a nationally recognized certification for their assigned craft.
During this knowledge-based training time, I worked with my reliability group and machinery supervisors to develop a list of skills regularly performed by our millwrights for which they must prove their competency to be qualified to work at that plant. Once this list was developed, it was divided into three sections for training over a three-year period. This extended training time was needed so my machinery specialists could develop the task, conditions, and standards for the training, along with buying or making the training materials for each class.
A closer look at a specific training class provides additional insight. For millwrights, we performed what we called precision equipment repairs, which brought the equipment back to OEM specifications – or even better. This precision repair process resulted in a 76-month mean time between repairs (MTBR) for pumps in a refinery setting. This would not have been possible without highly trained millwrights following a specific rotating equipment procedure – our commitment to maintaining the millwrights’ skills.
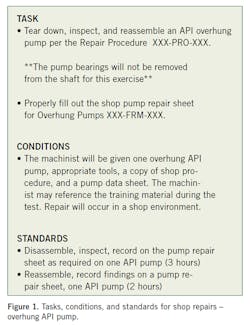
One of our classes was called “Shop Repairs – Overhung API Pump.” The task, conditions, and standards for this task are provided in Figure 1. A training class was provided for each millwright on the individual level. During the class, important steps, skills, and checks were reviewed, and applicable hands-on demonstrations were given. Next, the millwright was provided a pump to work on along with a pump repair sheet to record all information required to verify his skills. The task steps and performance measures in Figure 2 were used to verify each technician’s skills.
The fits and tolerances for the above task were found in the rotating equipment repair procedure, which was available for reference during the test as well as during all repairs. Failure of any of the above tasks would be reviewed along with the training circumstances, resulting in either failure to pass the test or an on-the-spot correction and test continuation.

Two notes developing a training curriculum.
- Note 1: A good question to ask is: What should you train your people to do that they are not currently performing? In one organization, the mechanics did not perform alignments on rotating equipment to any standard (they used a straight-edge method). The organization was content with this level of training because the mechanics could get the equipment back online after a failure. The organization did not track failures and had no idea what its MTBF rates were, or how an improvement in MTBF could improve availability, improve production, and lower costs. In this case, alignment was not a core skill in the minds of the maintenance/operations management.
- Note 2: It is OK to have different levels of skills or certifications for a classification of a craft. But within that skill level, to be designated as qualified, a person must be qualified in all skills specified for that level.
Training commitment
In the military, all training records are maintained in a database with complete visibility, so any training needs can be addressed in weekly, monthly, and quarterly training plans. If a unit drops below a particular readiness level due to lack of training, this would impact the unit’s ability to deploy, and that commander would not be around for long!
A training program will only work with full commitment from management. This commitment involves money to develop the program and personnel time to attend the training. For the millwright program at one site, the cost of the program involved developing knowledge-based and performance-based training. The knowledge-based part cost less than $50,000 for the manuals to prepare for the test as well as the test itself.
Craig Cotter, P.E., CMRP, is maintenance and reliability leader for Oxy - Centurion in Houston, TX. He has 28 years of experience in reliability engineering and maintenance management. Cotter has a B.S. in mechanical engineering as well as an MBA. He is a retired U.S. Army Colonel. Contact him at [email protected].
James (Jim) Haw, P.E., CMRP, has 30 years of experience in engineering, reliability and major projects worldwide. He has a B.S. in electrical engineering and is a member of the ISA International Executive Board.
The performance-based program, which consisted of 31 hands-on classes, was developed using company personnel. The cost of the first iteration of training development was three full-time equivalents (FTEs) of machinery specialists over a four-year program, or approximately $380,000. The cost of the millwrights’ time to attend the classes was $124,000 per year (5% of 30 technicians’ regularly scheduled time). The total cost over the initial four-year period was just under $230,000 per year, not including any other training costs, such as annual regulatory training.
Another cost aspect is the time the workers are pulled out of the weekly work schedule to attend training and certification sessions. The traditional role of maintenance is to fix what is broken, and maintenance supervisors would rather not send their personnel to training when they have a full schedule of repairs. But when does maintenance not have a full schedule of repairs in a plant environment? The focus of maintenance in a reliability-centric organization should be on understanding why the equipment broke, preventing further incidents through quality repairs, and providing feedback through the organization on reliability improvements. A quality craftsman training and certification program will incorporate root-cause failure analysis training along with improved skills to provide the higher level of repairs needed for failure avoidance.
Read Part 2 of the article, "Training lessons learned from the United States Army"
About the Author
Craig Cotter
P.E., CMRP
Craig Cotter, P.E., CMRP, is a mechanical engineer. He has more than 30 years of experience in reliability engineering and maintenance management. Cotter has a B.S. in mechanical engineering as well as an MBA. He is a retired U.S. Army Colonel. Contact him at [email protected].