How to protect VFD motor bearings using nanocrystalline inductive absorbers

Any unintended ignition source in a hazardous industrial environment – even from a failing bearing – can trigger a fire or explosion. The possibility of sparking or flame is why motors and motor controls operating in an atmosphere subject to explosive gases or vapors, combustible dusts, flammable liquids, or ignitable fibers must be fully enclosed.
Controlling motor functions in hazardous environments using variable frequency drives (VFDs) requires solving the problem of electromagnetic interference (EMI) conductive currents caused by the VFDs. Traditional solutions have inherent risks and complexities, but nanocrystalline inductive absorbers provide a safe and effective alternative.
Long-standing solutions come at a cost
Bearing failures from fluting caused by high-speed switching of the VFDs insulated gate bipolar transistor (IGBT) have been wreaking havoc in the motor world since their inception. Hazardous-duty applications are no exception. The new silicon carbide (SiC) and gallium nitride (GaN) switches pose an even greater challenge.
Since the traditionally used shaft grounding devices cannot be used externally in hazardous-duty environments, the most common solution has been to install a shaft grounding device internal to the explosion-proof (XP) motor. This is typically done at the time the motor is manufactured because aftermarket installation requires costly recertification to maintain the motor’s UL rating. Moreover, few motor repair shops have UL approval to rework XP motors and to re-nameplate and re-certify them as explosion proof.
Even if installed at factory build, shaft grounding devices are not cost-effective. An insulated/hybrid bearing is required in 100 hp motors and above, meaning all parts are wearable and will require maintenance and eventual replacement. Technicians must keep the contact point clean and make sure the brush always maintains contact with the shaft in order to ensure continued effectiveness in the hazardous application. This is not possible with internally mounted applications.
Nanocrystalline common mode chokes are the better alternative
The use of nanocrystalline chokes in hazardous-duty applications solves this long-standing industry problem. Common mode chokes are inductors that “choke” the high-frequency currents (in the kilohertz to megahertz range) generated by the high-speed switching of the VFD. Installing this solution at the source of the problem not only prevents bearing failures due to fluting, but it also reduces other electronic interferences to sensitive monitoring equipment.
For more than 25 years, nanocrystalline inductive absorbers have been solving the problem of EMI caused by VFD operation, worldwide. They are increasingly used in hazardous locations, such as petrochemical plants, paper and plastic plants, pharmaceutical plants, oil fields, oil rigs, grain mills, and wastewater treatment plants.
In the United States, some VFD manufacturers recommend that their customers use nanocrystalline chokes (also known as cores or rings) to address the EMI. Others have sourced their own line of choke, typically using a ferrite material, and offer it as an option. However, nanocrystalline chokes have much lower losses, higher permeability, a higher saturation rate, and better thermal characteristics than any ferrite. Solutions using this material are also non-sparking, flame retardant, and UL 94 V0 rated. Damaging high-frequency current is absorbed at the source and converted into a minimal amount of heat.
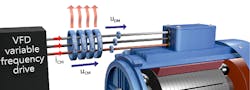
Nanocrystalline cores are installed in the motor controls’ hazardous-duty enclosure over the output cables, closest to the VFD. There is no need to pull any equipment out of service; simply power down the system for the few minutes it takes to install the cores over cables to the motor. Also, no UL recertification is required. Furthermore, nanocrystalline cores never need maintenance or replacement, which extends the cost and efficiency advantages of VFDs.
When nanocrystalline cores are paired with nanocrystalline line absorbers installed on each individual cable, it further reduces the high-frequency current, while also slowing the frequency down. The cores and line absorbers together reduce damaging peak spikes and the frequency of discharges to levels that are within the safe operating parameters for the entire system. This is what makes nanocrystalline inductive absorbers suitable for all environments, including hazardous-duty applications.
Kristie Giles is the field support & development manager at MH&W International Corp. Her extensive industrial background includes more than 22 years of experience in power generation, electric motors, VFDs, and electromagnetics.