What’s new in the ANSI/EASA AR100-2020 motor repair standard?

A new edition of the American National Standard for repair of motors and generators—ANSI/EASA AR100-2020: Recommended Practice for the Repair of Rotating Electrical Apparatus (ANSI/EASA AR100-2020)—was published recently by EASA Inc. The good practices it offers for mechanical repair, rewinding, and testing help apparatus rebuilders maintain or enhance the reliability and energy efficiency of AC and DC motors and generators. This article focuses on the electrical aspects of AC machine repair that ANSI/EASA AR100-2020 (see Figure 1) outlines, as well as their importance for end users.
ANSI/EASA AR100-2020 contains more than three-dozen revisions, most of which enhance good practices for maintaining motor reliability and efficiency already present in the 2015 edition. Among them are:
- Documentation of air baffle and end winding spacer locations for stator rewinds, to help assure duplication of the original design’s airflow
- Addition of resistance unbalance tolerances for random and form coil windings, primarily as a check for high-resistance connections
- Revision of the clause for high potential testing of reconditioned (not rewound) windings, to indicate the need for the customer’s prior approval.

For end users, one value of ANSI/EASA AR100-2020 is that it concisely describes “good repair practices” in just 23 pages. Further, those who require service centers to comply with the recommended practices in AR100 can be sure repairs will conform to a recognized American National Standard. The result should be a “good practice repair,” i.e., a quality repair without shortcuts.
General guidelines
AR100’s general guidelines include verifying that the machine has a nameplate and recording the nameplate data. Reviewing this data helps the service center assess the machine’s suitability for its application and ensures that the repairs will maintain its original rating.
AR100 also recommends that the service center determine the cause of failure and identify actions that can help prevent a recurrence. This requires careful inspection and testing of the machine before making repairs.
Rewinding
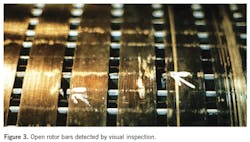
AR100 concisely describes the requirements for a good practice rewind in just two pages, beginning with inspection of the windings (see Figure 2) and rotor squirrel cages. It’s important to remember that the rotor is an electrical component—the rotating secondary of a transformer, with the stator being the primary. Failure to detect defective rotor bars or end rings (see Figure 3) could reduce output torque or cause vibration.
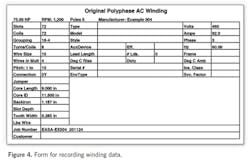
Winding data. Exact duplication of the original winding characteristics is crucial to maintaining motor performance and energy efficiency. As a good practice and preventive measure, AR100 therefore recommends recording and checking the accuracy of the “as-found” winding data (see Figure 4) before replacing the old winding. It also recommends that in the new winding the average length of the coil extensions should not increase, and that the cross-sectional area of the conductors should be the same (or increased, if possible). Following these good practices will maintain or reduce winding resistance and losses, thereby maintaining or increasing winding life and energy efficiency.
Stator core testing. Stator cores consist of a stack of thin steel discs called laminations. Each lamination is insulated on both sides and has a notched circular opening that forms the stator bore and slots to hold the winding. If electrical shorts develop between the laminations, circulating currents will increase stator heating and losses.
AR100 provides good practices for core inspection and testing, with a focus on detecting core degradation such as shorted laminations. For example, it prescribes loop or core testing (see Figure 5) to magnetize the stator before and after winding removal, investigation of any increase in core losses, and repair or replacement of damaged laminations. This helps identify a faulty core before repair, not after—or worse, after the customer places the repaired machine in service.

Winding removal. How to remove (strip) the old windings from the stator core without damaging the laminations receives special attention in AR100. A specific good practice that it provides is first to thermally degrade the winding insulation in a temperature-controlled oven (see Figure 6), while monitoring the temperature of the part, e.g., the stator. This makes it easier to remove the old windings without damaging the stator core.

Insulation system. Another AR100 good practice is to ensure that the insulation system of the new winding is equal to or better than the original and uses compatible components. The “better than” option is normally achievable since service centers typically use class H (180°C) systems for random windings (see Figure 7) and class F (155°C) systems for form coil windings. Most motor manufacturers use either class F (155°C) or B (130°C) random windings and class B (130°C) form coil windings.
Winding impregnation. AR100 also stresses good practices for winding impregnation (see Figure 8). Key points include preheating the stator winding; using varnish/resin with an adequate thermal rating; and ensuring that the treatment is both compatible with the insulation system and suitable for the application environment. Although every part of the rewind process is important, the cured varnish/resin literally is the “tie that binds” the winding components together. It also ensures good heat transfer from the winding to the stator core and cooling air.
Inspection and testing
Following the good practice procedures in AR100 builds quality into the repair. As an example, the section on inspecting and testing repaired machines often prescribes multiple tests to verify that performance will be in accordance with nameplate ratings. Recommended procedures include careful inspection, followed by winding insulation resistance, surge comparison, and high potential testing. As explained below, these procedures may detect a fault or anomaly that could cause premature winding failure.

Inspection. AR100 recommends careful inspection of the windings and insulation system before performing insulation resistance, surge comparison, or high potential tests. The main purpose (and benefit) of this procedure is to detect existing damage or degradation that might escalate under test and possibly destroy a new or overhauled winding.
Insulation resistance test. The first test following inspection is to apply a constant test voltage for one minute and then measure the winding insulation resistance in megohms. AR100 recommends performing this test prior to high-potential testing because it could save a winding with weak ground insulation from a test that could cause it to fail. The document includes acceptable test ranges for various machine ratings, as well as recommended minimum insulation resistance values, corrected to 40°C. If a winding does not meet these minimum values, it should not undergo a high-potential test.
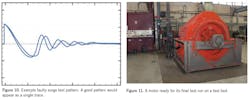
Surge comparison test. Whereas insulation resistance tests apply only to the ground insulation system, surge comparison tests (see Figures 9 and 10) can detect shorts within the winding—e.g., turn-to-turn, coil-to-coil, or phase-to-phase. AR100 suggests surge comparison test levels of two times the circuit rating plus 1000 volts for random (round wire) windings, and a variety of test levels for form (rectangular wire) windings primarily based on machine voltage ratings.
High-potential tests. High potential testing stresses the insulation system of the winding conductors to ground, so AR100 cautions against its use unless inspection and insulation resistance test results are acceptable.
The standard provides test levels for new, reconditioned, or not reconditioned windings, as well as comprehensive tables illustrating AC test voltages. Multiplying the AC test voltage by 1.7 yields the equivalent DC test voltage. Among its advantages, the DC high-potential test requires an instrument with a much smaller capacity than the AC version, so it does less damage if a failure occurs.
For a new winding, the test level is the maximum value (100%) given in the tables. After machine assembly, the test level is 80% of the maximum. Both the 100% and 80% test levels are for one-time tests of a winding. That is, to reduce the possibility of insulation damage, a winding should be subjected to each test level only once in its lifetime. If subsequent high potential tests are desired (or for reconditioned windings), AR100 suggests testing at 65% of the maximum (new winding) level.
No-load testing. Following repair and assembly, a motor is normally no-load tested (see Figure 11). AR100 prescribes the tests to perform at this critical point—e.g., checking the exact operating speed, typically with a digital tachometer. In the case of a rewind, this test assures that the winding connections are correct for the number of poles (speed).
Instrument calibration. The section on testing concludes with another good practice—instrument calibration. AR100 stresses the importance of having instruments calibrated to a national standard at least annually, and of clearly labeling them with the vendor’s name and calibration date. This helps users avoid such issues as a winding failure due to a high potential tester that outputs a higher voltage than indicated.
Postscript: Rewind study and accreditation program
It is worth mentioning that a comprehensive “rewind study” recently concluded that the good practices that were already in AR100-2015 maintain the efficiency of premium efficiency and IE3 motors. Thus, at a minimum, following the enhanced good practices of AR100-2020 should provide even better results.
Note: The rewind study was sponsored by EASA and the Association of Electrical and Mechanical Trades (AEMT), a UK service center association. To learn more about it, view or download The Effect of Repair/Rewinding on Premium Efficiency and IE3 Motors at www.easa.com (see Figure 12).
In 2014, EASA initiated an accreditation program for service centers that audits them to AR100. The program uses an audit checklist with more than 70 criteria for service center self-audits and independent third-party audits to certify compliance with the requirements of the program. At present there are nearly 150 accredited service centers worldwide (see Figure 13).
AC and DC
Although this article focuses on the electrical aspects of AC machine repair, the ANSI/EASA AR100-2020 standard also provides good practices for DC machine repair, as well for mechanical repair of AC and DC rotating electrical apparatus. Specifying that apparatus rebuilders follow ANSI/EASA AR100-2020 procedures will ensure end users receive quality repairs that are made in accordance with a recognized American National Standard. To view or download this standard, go to www.easa.com.

Tom Bishop, P.E., is a senior technical support specialist with the Electrical Apparatus Service Association and has more than 30 years of hands-on and engineering experience at electrical machinery manufacturing and apparatus service firms. Bishop has authored dozens of technical articles and papers and presented numerous seminars on electric motor application, maintenance, and repair. In addition, he is chairman of EASA’s Technical Services Committee and a principal member of the National Fire Protection Association Electrical Equipment Maintenance Committee (NFPA 70B). Contact him at [email protected].