
Compression packing materials are used to seal pumps and valves in a wide range of industrial applications. As such, packing often is exposed to aggressive media and operating conditions that can cause failure. Troubleshooting and analyzing failures requires some detective work, gathering clues from different sources and putting them together to solve the crime, so to speak.
Effective troubleshooting calls for bringing to the investigation some degree of knowledge of various compression packing materials, the equipment in which they are installed and the system in which the equipment is installed. Investigating packing failure root causes logically begins with those closest to the “victim.” Seal installers, maintenance personnel, operators, process engineers and others can shed light on potential failure causes.
These “witnesses” to the crime, to complete the detective metaphor, can answer critical questions, including how failure is defined — excessive leakage, overheating, high flush water consumption, excessive friction load or blowout. It’s also important to determine if the application is a source of chronic failures or if the failure was unexpected. Were there any changes in the seal material, equipment or process, as well as system upsets or cleaning cycles preceding the failure? The installation procedure also is a vital piece of information, because improperly installed packing will invariably fail prematurely.
STAMPS
The first, and perhaps most important, step in troubleshooting compression packing failures is knowing the limitations of different types and configurations of packing. STAMPS, a simple acronym for size, temperature, application, media, pressure and speed, can serve as a useful guide to ensure selecting the right packing type for a particular application.
Size: Is the packing’s cross-section correct? Are the rings cut or formed to the correct length? Most pumps and valves conform to API/ANSI standards; otherwise, they should be field-measured.
Temperature: Check the system temperature against the manufacturer’s temperature rating for the seal. Knowing this limits the number of viable material choices.
[pullquote]Application: Some packings are designed specifically for rotary equipment, while others are intended for valves or static seals. Ensure that the packing is suitable for the equipment in which it’s being used.
Media: Check compatibility charts or contact the manufacturer to ensure that the packing is compatible with fluid being sealed. Slurries might require abrasion-resistant materials. Media that is toxic, explosive or subject to maximum allowable leakage requires packing capable of sealing at very low emission levels.
Pressure: System pressure shouldn’t exceed the manufacturer’s ratings for the product. Most systems operate at fairly consistent pressure, but it’s important to take into account severe spikes or surges that might occur.
Speed: Surface speed at the seal-shaft interface of rotating equipment determines how much frictional heat will be generated. High speeds call for materials that can withstand and effectively dissipate this heat.
In addition, try to observe the equipment in operation. Smoke, scent of burning fibers, vibration, grinding noises and pressure fluctuations are obvious clues to a problem. Also, inspect the equipment; most packings can accommodate equipment in less-than-perfect-condition, but there are limits. Check valve stems and pump shafts or sleeves for scratches, pitting and general surface roughness, all of which can damage the sealing surface.

Figure 1. When compression packing extrudes, abrasive particles can enter the stuffing box and the seal might fail.
Excessive clearances in a stuffing box can lead to extrusion of the seal material, ingress of particulates and, in severe cases, seal blowout (Figure 1).
In rotating equipment, bearings in poor condition can result in shaft runout, “wallowing out” a seal’s inside diameter. Shaft-stuffing box offset resulting from misalignment can cause one side of a packing set to become more heavily compressed than the other. Similar asymmetrical loading can occur in large, horizontally oriented valves, where the packing set bears the stem’s weight.
Parts can be misplaced during repair. Equipment can be reassembled with missing seat rings, bushings, lantern rings, O-rings and other essential parts. Also consider how the equipment interacts with other system equipment and control devices. For example, a downstream valve might produce pressure spikes in an upstream pump seal when it closes while the pump is still operating.
Forensic analysis
Expired packing can tell you a great deal about the failure cause. If possible, remove the entire packing set and arrange the pieces in the same sequence for reconstruction and examination. If the entire set can’t be retrieved, pieces of the remaining portions might indicate the failure mode, which, once detected, can point to a course of corrective action.
{pb}
Figure 2: A charred surface indicates the packing was over-tightened, the most common cause of failure in rotating applications.
Over-tightening: By far, the most common cause of rotating equipment packing failure is over-tightening, evidenced by charring or melting of the inside-diameter surface (Figure 2).
These effects will be most severe on the ring nearest the gland follower, diminishing on rings deeper in the stuffing box. Note that most braided packings are designed to operate with a small amount of leakage that cools and lubricates the surface. If over-tightening eliminates this leakage, frictional heat can quickly become excessive. Therefore, adjust a packed pump incrementally and in proportion to the leakage rate.
If a pump is leaking heavily, make large adjustments until the leakage is reduced to a light, steady stream. Any further adjustments should be small, allowing the packing to run for several minutes before the next adjustment, as the full effect of the tightening might not be evident immediately.
Excessive speed: Packing materials exposed to shaft speeds beyond their limit might exhibit an appearance similar to that of over-tightened packing, except the charring or melting might be uniform throughout. It’s important to use packing materials that can withstand and dissipate the higher temperatures generated by friction in high-speed applications.

Figure 3. Abrasion from the ingress of solids into the stuffing box can cause the inner diameter of the packing to wear away. Such abrasion can be mitigated by flushing the stuffing box to keep the seal area clean.
Abrasive wear: Abrasion removes material on a packing set’s inside diameter, even though the top, bottom and outside diameter surfaces might appear unaffected (Figure 3). Usually, the wear caused by ingress of solid particles into the stuffing box can be mitigated with a fluid, usually water, that flushes abrasive particles back into the process and keeps the seal area clean.
If flushing doesn’t stop the abrasive wear, check for proper alignment between the lantern ring and the flush port. Measure both the depth at which the flush port enters the stuffing box and the axial length of the lantern ring. Then calculate the number of packing rings that can be inserted below the lantern ring to ensure proper alignment. In addition, the flushing fluid must be introduced at a minimum of 15 psi above the pressure at the bottom of the stuffing box to ensure that the flush flows in the right direction.
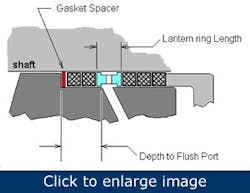
Figure 4: A close-fitting bushing or gasket spacer can reduce the ingress of solids by reducing the clearance in the bottom of the stuffing box.
If the pressure of the pumped fluid exceeds that of the flush inlet pressure, the media can back up, carrying solids back into and clogging the flush port. Needless to say, the flushing fluid should be clean to avoid introducing dirt directly into the middle of the packing set. The intrusion of solids into the stuffing box might also be controlled by using a close-fitting bushing or gasket spacer to reduce the clearance in the stuffing box bottom. When exposure to abrasion is unavoidable, consider using abrasion-resistant fibers such as aramids (Figure 4).
Excessive heat: In valve applications, the most direct source of heat is the process fluid, although some valves are exposed to elevated temperatures from the surrounding environment. As noted, pumps, mixers and other high-speed rotary equipment generate frictional heat between the rotating shaft and the static seal.
Chemical attack: Synthetic and vegetable-fiber packings are subject to attack by fluids at both ends of the pH spectrum. Strong acids and bases can weaken fibers to the point of complete packing material disintegration or selectively attack individual ingredients. Solvents also might attack certain synthetic fibers or dissolve and wash out lubricants, causing the packing to dry out and rendering it incapable of sealing well, even under high compressive loading. Avoid chemical attack by changing to a more resistant seal material such as polytetrafluoroethylene (PTFE).
Improper installation: Install packing as individual rings with cut ends that meet after they’re twisted around the stem. It shouldn’t be installed as a continuous length that is spiraled into the stuffing box. Packing rings with bulges in the axial direction have been cut too short or too long, which produces gaps or overlaps at each ring.
This results in uneven seating surfaces for successive packing rings and associated uneven loading. Each ring should be seated into the bottom of the stuffing box before the next ring is installed. If the rings aren’t seated properly, those at the top can become more heavily compressed than those deeper in the box, making the packing hard to control via adjustments. Finally, adjust the gland follower so the packing is compressed evenly and doesn’t “cock” and allow metal-to-metal contact with the rotating shaft.
Like all sealing materials, compression packing must be specified correctly and installed properly. The importance of matching seals to specific application variables and operating conditions can’t be overstated because many of the more common failure modes are directly or indirectly related to initial misspecification.
Selecting the right packing in the first place and installing it carefully will go a long way toward ensuring its desired performance and avoid the need to play detective later.
Chris Boss is senior applications engineer at Garlock Sealing Technologies in Palmyra, New York. Contact him at [email protected] and (315) 597-7284.