Advanced pump system solutions solve persistent problems

Such solutions are designed to tackle costly and continuing challenges in fluid handling, maintenance, uptime, and energy and water consumption. For example:
- Industrial processes that discharge water instead of recirculating it are a drain on the environment.
- Incorrectly estimating municipal water pressure can cause pipe damage, water loss, wasted energy, and taps to run dry for the farthest customers.
- Solids trapped in wastewater pipes create clogs that require downtime for clean-outs.
- Slurry material causing excessive pipe strain can lead to mechanical seal damage and pump failure.
- The inability to measure bearing load and direction in real time makes it difficult to design and test efficient pumps and validate their performance.
- An unexplained root cause of vibration can result in recurring pump failures and costly downtime and repairs.
Following are six examples of companies benefitting from replaced or upgraded solutions, followed by highlights of a new Pump Savings Calculator from the Hydraulic Institute (HI) that shines a light on opportunities for further energy and cost savings.
Closed-circuit process water management
One of the world’s leading multinational food processors and its affiliates recognized that the use of single mechanical seals in many of its process pumps was contributing to inflated water costs and consumption, and heightening equipment reliability risks. For the most part, these seals were provided with flush water to cool and lubricate the seal faces before being discharged to typical open drainage systems.
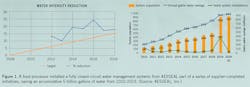
To save costs and water, new fully closed-circuit water management systems with advanced instrumentation from AESSEAL were installed as part of a series of supplier-completed initiatives. “We focused the reduction efforts on our 26 largest sites, which collectively account for over 96% of the corporation’s global water usage,” explains the food processor’s plant engineer. Peter Rouleau, CEO of AESSEAL, says the self-replenishing and pressuring systems connect to the plant water line to feed the mechanical seal with a clean, cool, and stable circulating water barrier fluid.
The project proved successful at driving substantial operating cost savings, extending intervals between pump repairs, and delivering environmental benefits. By year-end 2019, the water cost savings exceeded $400,000. At just one major U.S. plant location, 150 million gallons of water was saved, and for the several plants covered by late 2018, water use decreased by an estimated 8% (see Figure 1).
“One of the ways we are reducing our impact on the environment is by reducing water usage in our direct operations,” says the plant engineer. “By 2018, we saved over two billion gallons of water. We attribute this achievement to our team’s continuing commitment to innovation and efficiency.” The company plans to continue implementing such projects worldwide and further improvements are anticipated.
Aspects of the system’s design were later included in a recommendation to the Hydraulic Institute on how to achieve 10% improvement in water usage at key industries. “With the consensus of informed users and manufacturers, the prevailing equipment industry standards were amended,” says Heinz Bloch, consulting engineer at Process Machinery Consulting.
Demand-driven tap water distribution
Cambodia’s Takéo Safe Water Supply Company distributes drinking water to a growing population across its roughly 140-kilometer (87-mile) network. Its older-model pumps were checked manually using a pressure meter and guesswork, and overestimations of pressure needed could cause pipe damage, non-revenue water (NRW) losses, high spare parts costs, wasted energy, and unhappy customers in the farthest villages served.
To automate the process, the water company implemented a demand-driven distribution (DDD) system from Grundfos, including high-efficiency pumps for water distribution, control panels, and pressure sensors. The sensors, installed at critical points in the network, measure pressure and flow based on local consumption and send the information to the central controller at the plant. The system learns to predict consumption patterns over time and automatically adjusts the system’s load profile.
Understanding the advantages of double-acting actuators
Back to basics: Fluid sealing school
Now, villages in the network can access water 24 hours a day through the tap. After one year, the plant achieved 20% savings in energy use, 13% reduction in NRW from leakages, and a 29% reduction in pipe bursts. With its performance-based contract, payment for the system is based on the savings achieved.
Sok Por, the plant’s manager, recognizes the benefits of the new system. “Firstly, we save on electricity. Secondly, we save on raw materials—the chemical substances needed for treatment. Lastly, we cut down on losses. We supply the water based on the pressure needed from the customers. It is totally different than before,” he explains.
“We have made the price of producing water much cheaper and gained more profit, and we are able to provide a constant water supply, which makes our customers happy,” adds the plant’s technical manager.
Wastewater solids eradication
Wastewater treatment plant operators in Zerbe Township, Pennsylvania, used to struggle with persistent clogs in their pumps, check valves, and screens caused by increasingly popular disposable wipes and other non-dispersible debris. “They do not grind up in centrifugal pumps. They just pack in and wedge the pump’s impeller,” says Ed Reed, chief operator at the Zerbe Township Wastewater Treatment Plant.
The frequent shutdowns and clean-outs significantly increased the plant’s maintenance, repair, and operational costs, so it was decided to replace the original pumps at the primary influent pump station with Super T Series self-priming pumps from Gorman-Rupp Pumps. This considerably decreased the frequency of jams and clogs but did not eliminate them. “We still needed to clean out the pumps and the check valves at least once or twice per week,” explains Reed.
To further reduce clogging, each Super T Series pump was upgraded with an Eradicator Solids Management System, an add-on from Gorman-Rupp. Eradicator-equipped pumps break up large solids and stringy material, scrape it off the impeller vanes, and pass it straight through the pump (see Figure 2). The system’s aggressive wearplate is designed with several notches and grooves and a lacerating tooth to shred material. A lightweight inspection cover facilitates access to the impeller for maintenance and clearing blockages.

“The Eradicator has definitely reduced our clogging. Since we put in the upgrade kits six months ago, we have not yet had to open up the pumps to clean them out to remedy a jam or clog. We have done nothing more than routine maintenance on the pumps,” says Reed. “Our inflowing pump station is now functioning with an improved operational efficiency. We have increased pump uptime and reduced maintenance time and costs.”
Noncontact tandem seal
Centrifugal pumps that move slurries endure abuse from entrained particulates and other solids. A mill in south central North Carolina that produces packaging and tissue products was dealing with repeated failure of a hydrapulper discharge pump due to its single cassette mechanical seal only lasting a week or two at best. The pump’s wet end was slotted with a concrete pad instead of being bolted down, causing excessive pipe strain and ultimately failure of the mechanical seal.
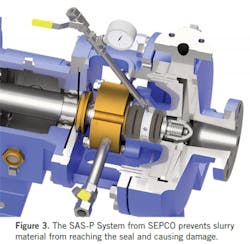
The failing seal was replaced with the SAS-P System, a noncontact tandem seal from SEPCO that uses air to seal and water to flush and clean the stuffing box, thus preventing the slurry material from reaching the seal and causing damage. Designed for centrifugal pumps, it incorporates two shaft-supporting bushings, an air seal, and a lantern ring (see Figure 3).
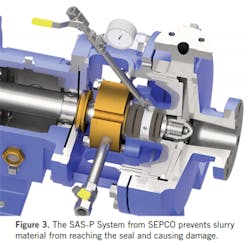
Because the air seal is noncontact and floats above the shaft, the system is impervious to conditions that damage or destroy traditional seals and pumps, such as pipe strain, misalignment, off-BEP operation, and cavitation, says Chris Wilder, CEO of SEPCO.
The new system increased the pump’s uptime significantly. “Since the SAS-P installation more than 11 months ago, we have had zero failures,” says the mill’s maintenance supervisor, who now plans to expand the system’s use to other pumps in the mill.
Fiber optic load sensing
Bearing performance is a crucial part of pump reliability. While today’s software modeling tools have proven to be effective in predicting theoretical performance of shaft and bearing systems, accurate measurement of field performance has always been a challenge, says Gakuo Ndonga, application engineering expert at SKF USA. Sensors and instrumentation currently available in the industry have allowed accurate measurement of bearing speed, temperature, noise, and vibration, but one data point that has proven difficult to measure in real time is bearing load.
Fiber optic load sensing technology from SKF allows customers to make real-time load and direction measurements with high accuracy and repeatability, helping to improve pump designs, increase physical test confidence, and even collect detailed data in the field (see Figure 4).

The system consists of SKF Load Sensing Bearings with fiber optic sensors that use the Fiber Bragg grating method to enable the determination of bearing load, temperature, lubricant viscosity, vibration, and pressure, explains Ndonga. “The added advantage of acquiring all these measurements using a fiber optic cable is that data can be collected at distances up to 10km or longer from the light source,” he adds.
Sulzer, a global fluid engineering firm, used the system to verify the design of a new centrifugal process pump. It was tested and validated on a Sulzer mechanical test rig. By using SKF’s fiber optic technology, Sulzer says it can verify product performance using actual measurement data that was previously unavailable. The company believes that applying the system to future pump designs will help it to further strengthen its leadership as a technology supplier in this area.
Vibration monitoring and motion analysis
AGL Loy Yang, the largest power station in Victoria, Australia, has two stator coolant pumps (SCPs) critical to the operation of each 500+ megawatt turbo generator at the station. One of the two SCPs for Unit 1 turbo generator experienced more than 10 years of high lateral vibration, sometimes reaching 20 mm/sec RMS.
The many unsuccessful attempts to remedy the problem resulted in an estimated material cost of AU$160,000, labor costs of 500+ person-hours, and lost power generation revenue. They tried laser alignment, base frame spot welds, bracing of pipework, fitment of flexible bellows to the pump suction and discharge pipework, pump replacements, motor replacement, coupling replacement, and more.
Finally, Motion Amplification (MA) technology from RDI Technologies helped to diagnose the long-running problem within one hour. Nine MA videos were captured in the field to visualize and analyze the root cause of the high vibration. It was a structural fault, including a soft-foot condition between the pump base frame and skid base plate and a twisting operational deflection shape of the pump base frame. A series of fillet welds made during a scheduled outage succeeded in reducing vibration by 70 percent and yielding a savings of AU$150,000.
“This has proved to be a great assistance to rectifying a long-term plant issue. After only a short setup time, it confirmed our vibration and phase measurements without physically touching the asset,” says Peter Fanning, condition monitoring team leader at AGL Loy Yang.
“The ability to very quickly identify and communicate the underlying root cause has really changed the speed at which people can get things fixed and see considerable savings,” adds Jeff Hay, CEO of RDI Technologies.
Optimizing energy efficiency
Pumps can account for 40% of energy usage in industrial fluid systems, according to Hydraulic Institute Executive Director Michael Michaud. He believes that while reliability comes first in pump system design, “there is good incentive for stakeholders—including manufacturers, commercial builders and municipalities—to improve the energy efficiency of pump systems and potentially generate significant cost savings.”
HI’s free, downloadable Pump Savings Calculator draws on the HI Energy Rating (ER) Program database of rated pumps to help users determine which pump systems are the most energy and cost-efficient, for their site-specific applications or general scenarios. It presents the impacts of potential energy savings alongside variables like initial cost, installation, and maintenance.
This story originally appeared in the July 2021 issue of Plant Services. Subscribe to Plant Services here.

About the Author

Sheila Kennedy
CMRP
Sheila Kennedy, CMRP, is a professional freelance writer specializing in industrial and technical topics. She established Additive Communications in 2003 to serve software, technology, and service providers in industries such as manufacturing and utilities, and became a contributing editor and Technology Toolbox columnist for Plant Services in 2004. Prior to Additive Communications, she had 11 years of experience implementing industrial information systems. Kennedy earned her B.S. at Purdue University and her MBA at the University of Phoenix. She can be reached at [email protected] or www.linkedin.com/in/kennedysheila.