Recover the energy invested in powering compressors
It’s common knowledge (and the Ideal Gas Law) that compressing a gas raises is temperature. Compressors must be air- or water-cooled, and compressed gases are commonly cooled to condition them for use.
Many facilities are candidates for compressor energy recovery projects with attractive ROI, but have accounting structures that prohibit them. “The problem is, people don’t take a systems approach,” says Wayne Perry, technical director, Kaeser (www.kaeser.com).
Maintenance has a broken compressor and just needs to replace it, or the plant operations people need more air, so they buy a compressor. They aren’t graded by energy or carbon. The purchasing department is graded on performance to budget,and buys the least expensive machine.
“In the accounting department, capital goes in one bucket and utilities in another. The people who buy the compressors are below the level where they can be put together,” says Perry. “They tell us they can’t spend to save energy because it will actually hurt their performance measurements by increasing their cost per ton. At a large company with an energy policy, or at small company where it’s essentially one guy with left and right pockets, we can get it done.”
Perry sees some improvement with more attention to carbon footprint. “The emerging ISO 500001 standard will help,” he says. “It’s an energy management standard along the lines of ISO 9000 and ISO 14000: plan, do, check.” A draft standard is expected late this year (see www.iso.org/iso/pressrelease.htm?refid=Ref1157)
Less well known is the fact that all of the energy required to compress a gas is theoretically available for recovery as heat: the compressed gas leaving the compressor system at room temperature contains no more energy than the room-temperature air entering the compressor.
“It’s possible to extract, by heat transfer, an amount of energy from the compressed air that is equivalent to the amount of energy the electric motor placed into the compressed air,” says Bill Scales, P.E., CEO, Scales Industrial Technologies (www.scalesair.com). “This might appear to be a paradox, but confirms the first law of thermodynamics and the principle of the conservation of energy, which states that energy can neither be created nor destroyed; it can only change form.”
So how can compressed air perform work to power plant equipment? “When the compressed air expands, it draws energy from its surroundings equivalent to 20% to 25% of the energy we put in,” says Wayne Perry, technical director, Kaeser (www.kaeser.com). “It robs it from the atmosphere or the devices where it expands.”
Compressor manufacturers and savvy system engineers are well aware of the potential for energy recovery, and have increased their offerings of equipment, accessories and know-how to maximize energy recovery ROI. “One of the better methods to improve the overall efficiency of a compressed air system is to recover this rejected heat,” says Scales. “However, the availability of the heat and the opportunity to recover and use it are two different matters.”
Recovery: Practical versus possible
For a sense of how much energy might be available, consider that one horsepower equals 2,545 BTU/hr. “Although most rotary screw and reciprocating air compressors are sold in nominal horsepower sizes, they generally operate at loads that are 10% higher than their motor nameplate rating at rated compressor discharge pressure and full capacity output,” Scales says. “Therefore, a 100-hp air compressor (110 brake hp) generates almost 280,000 BTU/hr at full load. In addition, the electric motor with an assumed efficiency of 93% will dissipate an additional 19,600 BTU/hr.”
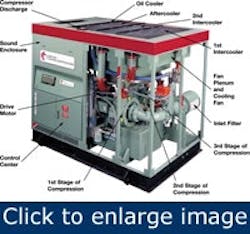
The potential to recover this energy was recently driven home by TÜV’s certification of Atlas Copco’s “Carbon Zero” compressor as capable of recovering 100% of the input electrical energy. The challenge is to recover energy from as many as possible of the compressor’s heat-producing components, including compression elements, oil cooler, intercooler and aftercooler (Figure 1).
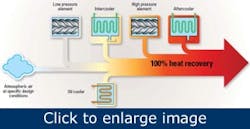
Figure 1. The challenge is to recover energy from as many as possible of the compressor’s heat-producing components, including compression elements, oil cooler, intercooler and aftercooler.
Recoveries nearing 100% are possible only under rather ideal conditions. “We’re recovering 100% only under very specific conditions: 40°C, 70% RH, 20°C inlet water,” says Dave Hebert, product marketing manager, oil-free, Atlas Copco (www.atlascopco.us). “Typical recoveries are in the mid-90s.” The TÜV test results depend on extracting heat of condensation from input air humidity to compensate motor losses.
“If you have a need for the heat, you can recover 90% to 95% of it,” says Perry “It takes about $50,000 per year to power a 100 hp compressor, so a $10,000 heat exchanger can pay back in three months.”
Real-world project paybacks depend on the cost of alternative energy sources (typically natural gas), how well you can match energy supply and demand, the type(s) of compressors, and the complexity of the project.
[pullquote]
“Depending upon the type of compressor, method of cooling and radiant heat losses, it is possible to recover energy in the form of heat transfer that is equivalent to 50% to 90% of the total energy input,” says Scales.
The most common industrial compressor is the lubricant-injected rotary screw supplied as a packaged compressor, which makes it easier to recover the heat. “In this type of compressor, approximately 80% of the heat is rejected in the lubricant cooler,” Scales says. “Most of the remaining heat is rejected in the aftercooler with a small percentage in the form of radiated heat from the compressor housing and lubricant separator receiver.
“In a two-stage lubricant-free rotary screw compressor, almost all the rejected heat is evenly divided between the aftercooler and intercooler,” Scales says. “In two-stage, water-cooled reciprocating compressors, the intercooler and aftercooler might each reject 40% of the heat, and the cylinders a total of 20%. A centrifugal compressor might have each intercooler and aftercooler share almost equally in the heat load.”
{pb}
Ingersoll Rand has engineered heat recovery systems for more than 20 years. “Sometimes the hype is more than reality,” says Ian MacLeod, global portfolio manager, centrifugal, Ingersoll Rand (www.irco.com). “It’s application-driven, because you need both the demand and the supply.”
Recovered energy is delivered as hot air or warm water, typically about 180°F maximum but sometimes higher. It’s produced only when the compressor is running and can be recovered only if there is a use for it. Common uses include process heating, supplemental space heating, making hot water or preheating boiler make-up water.
“The biggest opportunity is with centrifugals because they tend to be larger and offer hotter temperatures, and they’re usually applied on steady loads,” says MacLeod. “Positive-displacement compressors are more often smaller and cycling, with run times that might not correlate with the need for heat.”
ROI is delayed by partial-year operation of space heating, and mismatch of supply and demand times in intermittent operations. Energy storage adds cost, complexity and maintenance. “However, the applications are limited only by the imagination and possible opportunities, and are not limited to the northern or colder environments,” Scales adds.
Paybacks vary depending on the alternate heat source, but even when it’s gas, they can be “Less than two years — and that can include the cost of the new compressor on larger installations,” says Hebert. “They’re much faster when the alternative energy source is electricity than when it’s gas, and faster when the energy demand is constant. But even on smaller installations, you can recover 70% with a retrofit and recover that cost in less than two years.”
Lots of hot air
The easiest way to recover heat on air-cooled compressors is to add ductwork and blow the warm air into a room. “A lot of space heating projects are just on the compressor room, to keep it from freezing,” says Perry. “Cooler [denser] inlet air temperatures have little effect on efficiency of positive-displacement compressors – they just use more power to deliver more compressed air when the inlet air is cool. You want to keep inlet air density up on dynamic compressors such as centrifugals.”
Most facilities have positive displacement (PD) rather than centrifugal compressors. “I’d say 90% of PD compressors are air-cooled,” says George Mankos, global portfolio manager, high-pressure centrifugal, Ingersoll Rand. It’s a simple matter to duct the heat from those compressors into conditioned space when heat is needed. “It’s very low-capital,” Mankos says. “We made the discharge out the top of our units to make it easier for our customers.”
Some air-cooled centrifugal compressors also facilitate energy recovery by delivering hot air from the top of the unit, where it can be efficiently ducted for space heating. “In the winter, we need no outside source to heat our whole assembly plant,” says Sandeep Gadkary, general manager, operations, Cameron (www.c-a-m.com).
The apparent simplicity of such systems is seductive, but beware. “It’s fine for a short length, but as distance increases or if the ductwork is undersized, the compressor overheats,” says Chris Wagner, president and CEO, CAM Technologies (www.compressedairmgmt.com). “This is a very, very common problem, so they boost it with a VFD or separate blower and starve the compressor inlet.”
A company operates two 100 hp air-cooled rotary-screw compressors at full capacity for 8,000 hours per year. The brake horsepower measured at the compressor shaft is 110 and the motor efficiency is .093; the fan motor has an efficiency of 0.90 and requires 5 bhp. The conversion factor is 2,545 BTU per hour per bhp. The total heat is:
(110/0.93 + 5/0.90) x 2,545 = 315,160 BTU per hour
Assuming only 80% of the heat is recoverable, the two compressors offer about 504,000 BTU/hr. At a natural gas cost of $0.50 per therm (100,000 BTU), and a heating season of 4,000 hours per year, the annual savings is:
504,000 x ($.50/100,000) x 4,000 hours = $10,080 per year
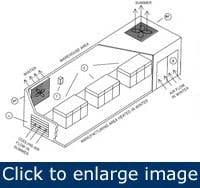
Note that the compressors were purchased air-cooled and the fan horsepower was necessary for operation, so in this case, the cost of fan operation isn’t deducted from the savings. The general arrangement of the compressors within the plant and warehouse area is depicted in the drawing. Plant air is further heated in winter and discharged to the warehouse; during the warmer months the heat is rejected outside the building.
The outside louver and wall fan prevent potential problems with elevated compressor room temperatures. “The plant personnel did the installation and, as you can see, it was done without any ductwork,” says Bill Scales, P.E., CEO, Scales Industrial Technologies (www.scalesair.com). “For many applications, the energy cost of operating any additional ventilating or booster fans should be deducted from the savings.”
Large systems call for large ductwork. “You might have to insulate the duct, which can be 6-ft.-square on a 200 hp compressor. That’s a very expensive duct,” Wagner adds. “It works if the room is nearby. If it’s boosted, engineer it to maintain ¼-in. WC in the housing.”
Scales Industrial Technologies offers these cautions:
- Louvers and ductwork constitute restrictions to the flow of ventilating air and might decrease the necessary fan airflow to effect proper cooling. In some cases booster fans might be necessary and the cost of operation should be considered.
- Size louvers for minimum restriction and to maintain the air velocity at a maximum of 10 ft/sec to 15 ft/sec. Follow the compressor and dryer manufacturer’s recommendation for the maximum allowable static pressure.
- Bring inlet cooling air in at a relatively low point, but not pick up dirt or dust. In a dusty environment, a generously sized air panel filter is necessary. Keep the panel inlet filters, louvers and cooler surfaces clean for best compressor performance and reduced maintenance costs.
- Direct the cooling air towards the compressor and/or dryer fan inlet(s), through the cooling surfaces across the compressor and dryer. Exhaust the warm air from the room at a level above the compressor or other air-cooled equipment.
- In multiple compressor installations, don’t allow the warm discharge cooling air from one compressor or dryer to be directed towards the inlet of the fan of another compressor or dryer.
- In most rotary screw compressors, the cooling air leaving the coolers can be 20°F to 40°F warmer than the inlet air. Therefore, recirculated plant air can be used for supplemental heating. Don’t take in sub-freezing air and expect to use the air compressor to heat it to a temperature where it will reduce heating fuel costs.
- Improper ventilation can result in elevated air compressor and dryer operating temperatures. This can lead to reduced equipment life, increased maintenance and repair costs, and an unreliable air compressor system. The initial price of a good ventilation system usually is far less than the resulting cost of a hot operating environment.
{pb}
If ducting is daunting, consider an air-to-water heat exchanger. “With an air-to-water heat exchanger or a water-cooled compressor, you can heat a room some distance away,” says Wagner. “Run a 2-in. to 3-in. pipe to and from a fan-cooled heat exchanger. Take water at 110°F and return it at 85°F. You only have to insulate a 3-in. pipe.”
Gallons of warm water
Water-cooled compressors offer warm water that can be directed through a liquid-to-liquid heat exchanger to heat water or process fluid, or through a water-to-air heat exchanger for space heating. “These heat recovery units are available as packaged units, and include the pumps and controls for simplified installation and economic operation,” says Scales.
Figure 2. Ducting warm air can be easier when it is delivered from the top of the compressor package.
The aforementioned Carbon Zero oil-free compressor relies on routing water through its heat-producing components to maximize the potential heat recovery and yields hot water at up to 194°F (Figure 2). Small amounts of heat are lost and can’t be recovered, such as inefficiency of the drive motor, radiation into the room and heat that remains in the outlet compressed air. However, the air drawn into the compressor normally contains humidity. During compression, this humidity condensates and releases latent heat. At specific design conditions of 104°F, 70% relative humidity, the recovered condensation heat compensates for the lost radiation heat. As a result the amount of recovered energy is 100% of the electrical energy input.
Heat also can be taken at the oil cooler of oil-flooded equipment, but recovery percentages are typically in the mid-70s, to avoid overcooling the oil. “Compressors want oil at 140°F, so you can’t take a lot of that heat,” says Wagner. “Replace the cooling tower with a heat exchanger, but return the water at higher than 70°F or water will be pulled out of the air into the oil.”
Make it a drying heat
Another way to use otherwise wasted heat is for regenerating desiccant dryers. A typical dryer uses two desiccant beds — one is in operation while the other is in regeneration. “These dryers often are regenerated using an electric heater and blower system or by flushing them with clean, dry compressed air,” says MacLeod. “The former uses additional energy and the latter consumes about 15% of the compressor’s output.”
Instead, the heat of compression can be used to desorb the water. “We route the hot discharge air from the compressor first through the wet bed to regenerate it, then through the cooler to cool the air and condense out much of the moisture, then through the dry bed to bring the dew point down, typically to -20°F to -40°F,” says Mankos. “The energy consumption of the system is about 60 watts to run the controls,” Mankos says. “It’s a cost-effective retrofit, even at electricity prices as low as two cents per kilowatt-hour.”
The discharge air temperature from a three-stage centrifugal compressor is typically 235°F to 260°F; from a two-stage it’s about 350°F. Hotter air gives a lower dew point by more complete regeneration of the desiccant, so it’s more effective to take the energy after the second stage, then route the air through an intercooler and back to the third stage (Figure 3).

Figure 3. Hotter air does a more thorough regeneration of the desiccant dryer adsorption bed, so on a three-stage centrifugal compressor it’s best to route the air from the second stage through the bed and back to the third stage.
“After heating, the regenerating tower is depressurized,” says Gadkary. “From the outlet, a small portion of dry air is blown into the regenerating tower and vented. This stripping can remove the last bit of moisture from the desiccant, allowing the package to deliver dewpoints of -40°F and lower.”
After stripping, the desiccant bed is cooled to eliminate moisture spikes. Some of the dry, cool air from the outlet is directed through the bed, then rejoins the processed air at the outlet so no compressed air is lost.
{pb}
A manufacturer of mining equipment, tools and specialty materials preheats boiler feedwater using heat recovered from a 5,500 cfm, three-stage centrifugal compressor (796 kW at the compressor input shaft). The boiler and compressor both run 24/7/365. Boiler feed water nominal flow is 70 gpm, entering at 45°F and heated to 188°F to enter the boiler.
“Dual pumps and coolers provide 100% backup,” says Ian MacLeod, global portfolio manager, centrifugal, Ingersoll Rand (www.irco.com). “Higher water temperatures could be achieved, but this customer opted for volume over temperature.” The energy recovery system captures 753 kW, or 95% of the motor shaft horsepower.
Expansive opportunitiesWater, space, condensate and dryer heating are the most common ways to recover energy, but specific facilities might offer other opportunities. Recovered energy has been used to replace gas or electric heaters to melt wax, liquefy chocolate and sugar, and power parts-drying systems.
“Hot air from the compressor discharge, prior to the aftercooler, also can be used to reheat compressed air after initial cooling or drying,” says Scales. “This adds energy to the air.” However, care must be taken to ensure the end users can accept the elevated temperature. Insulate the piping to reduce heat lost through radiation and, more importantly, to protect personnel who might touch exposed pipes.
Controlled gas expansion often is an overlooked opportunity to recover energy. Instead of using a regulator, the pressure of a compressed gas or air is reduced by running it through an expander stage after compression. The recovered energy helps to power the compressor.
Energy also can be taken in a separate expander. “It’s like a turbine or a compressor working in reverse,” Gadkary says. Expanders are most often used on process gas systems such as air separation, where they can reduce energy consumption of the process by 20%. But they can be applied anywhere a significant pressure drop, say 125 psi to 100 psi, occurs on a large volume of compressed gas.
When it comes to compressor energy recovery, “The opportunities are excellent,” Scales says. “Use your imagination to recover the heat from your air compressors and reap the benefits of reduced energy consumption and lower operating costs.”