Not for knuckleheads
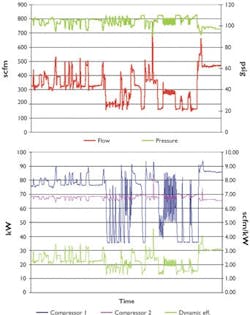
Figure 1. A thorough audit calls for at least one mass flowmeter with programmer; pressure, temperature, dewpoint, voltage and amperage sensors; and a datalogger.
If your system is old or decrepit enough, it may be easy to find quick fixes with less than one-year paybacks, but it's wiser to perform an audit or have one done by a consultant, compressed air equipment supplier or other trusted source.Many end users rely on advice from equipment vendors. "In our experience, an air audit pays for itself in less than a year, often six months or less," says Larry McNett, marketing services, Gardner Denver (www.gardnerdenver.com). Many plants have not had a professional audit and may not have the tools or expertise (Figures 1 and 2). "Even when in-plant maintenance has done an audit, we find they're losing energy with outdated piping, ill-fitting valves and leaks", McNett says. 'The average potential energy savings is about 15-25%. Equipment vendors' auditors may come from the company itself or a local distributor, and vary in expertise and impartiality. "End users are much more aware of energy, and we see the impact", says Harish Shah, advisory engineer, Sullair (www.sullair.com). "They're asking us to work with them to evaluate their systems and help them lower their operating costs. We provide this service via distributors or factory people, depending on the size of the system, often at no charge."Find wise guys
Independent consultants caution potential clients to be aware of vendors' motives. "Though savvy customers know the sales guy is biased, most discount or ignore the fact that the vendor is only obligated to tell you the truth as it applies to convincing you his system is the best one to solve your problems," says Ron Wroblewski, P.E., a consultant for Productive Energy Solutions, Madison, Wis. "The rules of the engagement are such that he is not obligated to tell you a $5,000 receiver can solve your pressure fluctuations as well or better than his $50,000 compressor."
Not obligated, perhaps, but it's not unheard of for vendors to put end users' needs first. They increasingly are realizing their health depends on the wellbeing of their customers. "We analyze what you have by monitoring," says Harold Wagner, national sales manager, Kaeser Compressors (http://us.kaeser.com). "We have done many systems where we have made changes in the configuration and control and not sold any machines."
Some companies strike pay dirt by mining government programs. Under pressure to identify cost-reducing programs with short paybacks, Kurdzeil Industries, Rothbury, Mich., reconsidered the results of an energy audit performed a few years ago by University of Michigan graduate students as part of a U.S. Department of Energy program (such programs continue, see www.oit.doe.gov/bestpractices).
"The compressors were near the top of the payback potential", says Jim Urquhart, Kurdzeil senior electrical engineer. They set up their five old compressors on a sequencer and put a variable-speed unit on top of them for trim. The trim compressor ramps up and down to satisfy demand based on a mass flowmeter and pressure transducer on the main supply line. Urquhart says, "We're saving $50,000-$60,000 annually, enough for the project to pay for itself in a year."
Regardless of the audit source, system knowledge is absolutely essential. "An air system is not a simple thing, and it's not a commodity", says Frank Athearn, vice president, marketing and sales, Cooper Compression (www.coopercompression.com). "Each system is different. Like many engineering problems, there may be a range of cost-effective options. But there's only one best solution."
Often, the recommended solutions will depend on the source of the audit. Try to get an unbiased audit.Plants' air requirements vary significantly from shift to shift and even minute to minute, and most plants supply them with more than one compressor. For the highest operating efficiency, air pressure should be held as low and constant as possible under these varying load conditions. The potential energy savings are significant: every 2 psi reduction in compressor outlet pressure can reduce input power by 1%.
"Ever since the beginning of the Compressed Air Challenge in 1998, industry has been looking for ways to make systems more efficient", says Chris Beals, senior auditor, Air Science Engineering, Centennial, Colo. "Manufacturers have been supplementing their compressors with automation systems, from sequencers to full automation systems. This is a very positive trend."
A critical element of both a good audit and effective control system is mass flow measurement. Pressure readings are not enough, and accurate mass flow sensors have become affordable, reliable and compact. "Flow sensors have been used in the main headers for years. Now more compact sensors can fit into smaller lines downstream, even at the tool, so you can see actual demand, leaks, etc.", says Sam Kresch, OEM manager, Fluid Components International (www.fluidcomponents.com). "If you monitor the demand, you can do much more to optimize the system."
Control systems come on a variety of platforms, from proprietary to programmable logic controller (PLC) to PC-based, and can be sourced from compressor vendors, consultants and system integrators. Kaeser's Wagner says a standard, PC-based system can be menu-driven, easily understood and flexible for integration with other systems, and a four-compressor system can cost less than $10,000.
"We measure mass flow — what the plant is actually using," says Ron Nordby, vice president, sales and marketing, John Henry Foster Minnesota, Minneapolis (www.jhfostermn.com). "We program in the capacity of each compressor, and set up stages of one or more compressor for each level of demand. He says the typical payback for a plant with 100 hp or more is less than a year, often close to six months, on an investment of $20,000-25,000." Equipment vendors are continually refining their wares to make them more efficient. For example, centrifugal compressors are being improved through computational fluid dynamics, computer-aided design (CAD), and computer numeric control (CNC) machining. "We're focused on aerodynamic efficiency improvements right now," says John Bartos, vice president of engineering, Cooper Compression (www.coopercompression.com). "In the past, companies would settle on casting design that didn't allow for a lot of optimizing. By machining impellers from forged billets, we can tailor them to the operating conditions of the compressor."
[related]As a result, a two-stage compressor can be made almost as efficient as a three-stage used to be, which reduces initial cost and simplifies maintenance with fewer bearings and seals. Or the three-stage compressor efficiency can be improved 1% to 2%.
"A 100-hp, two-stage rotary screw compressor can use 13% less energy than a single stage," says Sullair's Shah. "Operating two or three shifts at $0.06/kWh, payback can be two years or less. He also points out that a premium efficiency motor can be 2%-3% more efficient than an EPACT motor."
The efficiency push extends to filters and dryers. Instead of running all the time, refrigerated dryers can be controlled to cycle based on the temperature and dewpoint of exit air. Dewpoint settings can be raised during warm seasons without risking rust. "To prevent corrosion in piping, we want to keep relative humidity below 50% — 40% to be safe," says Paul Marsh, marketing director, Donaldson Ultrafilter (www.donaldson.com). "That usually calls for a 38F dewpoint. But in the summer, when the whole system is warmer, we can allow the dewpoint to rise to 45°F without reaching the 40% relative humidity threshold for corrosion."
More efficient? Soitenly!
This 'summer' setting can save 7% of energy costs. Depending on how capacity utilization and ambient conditions vary, the summer setting and cycling controls may result in up to 25% energy savings compared to conventional refrigerated driers. In Germany, where energy costs have been consistently higher than in the United States, filters are routinely fitted with smart instrumentation that tracks pressure drop, determines the optimum change interval based on kilowatt-hour and element costs, and notifies operators when a new filter is due."You want to get from the compressor to the main system without using up the operating band — a 2- to 3-lb. drop, not 10- to 15-lb. one", van Ormer says. "A typical dryer and filter is sized for a 10- to 15-lb. drop, so in effect, you lose your storage. Now you can get low-drop equipment, so you don't have to have the drop."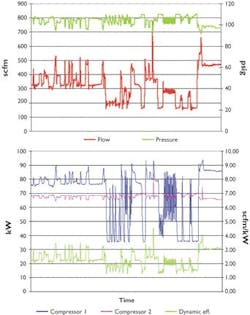
Figure 2. Demand profiling should include the four primary elements affecting performance: flow, pressure, time and power.
The real-time ratio of flow and power (scfm per kW) is a responsible benchmark for performance. Motor, bearing and lubrication enhancements are improving reliability at high speeds. "In the past 10 years, most of the development has gone into motors," says Mahesh Joshi, director, global marketing, Ingersol-Rand (www.ingersol-rand.com). "Now, what was high-speed is daily life. With better bearings and prime movers, reliability is up and costs are generally lower. And even when the compressors are more expensive, the life cycle cost is better."
Compressor design improvements create higher efficiency at lower speeds. "We've sized and designed the air ends to run at lower speeds, 1,800 instead of 3,600 or 4,200 rpm, for less maintenance and longer life," Wagner says.
Reliability: uptime's up
In many cases, improvements are being driven by end users who recognize compressed gas as the critical, expensive raw material it really is. "We have cooperated with global gas-supply companies to bring oil change intervals up from 2,000 to 8,000 hours," Wagner says. "We've reduced oil consumption, reduced the charge size and extended fluid life with specialized fluids. We've worked with suppliers to develop better oil separator tanks and cartridges."
More plants are understanding life cycle costs, but it seems that most are slow to recognize the cost and criticality of compressed air. They'll happily invest in a million-dollar piece of production machining equipment, but seem to forget, as Wagner says, without the compressor, they're not putting anything out on that CNC machine. Air dryers were once used only where air quality was critical. Now, regulations and continuous improvement programs are driving interest in compressed air quality.
"A lot of systems out there weren't designed — they evolved," says Jeff Tocio, new business account executive, Donaldson Ultrafilter, (www.donaldson.com). 'Poor air quality drives everything else: water leads to rust that leads to leaks.
Know what quality you need for the application. Tools, painting operations, packaging have different requirements. "Oil, water and contaminants reduce efficiency and increase maintenance in the transport system, and they affect the usage point," says Ingersol-Rand's Joshi. Plants have discovered that if air quality is good, product quality is better because the end-user equipment runs better and more efficiently.Variable-speed drive (VSD) compressors are a hot topic, but they're not for every application. "One technology that I would not nominate as a significant advancement is variable-speed drive compressors," Wroblewski says. "What they don't tell you is that now at full speed you have a 4% hit on efficiency due to the drive loss, plus, as you slow down the compressor, three things happen: your drive becomes less efficient, your motor becomes less efficient and the compressor rotor itself usually becomes less efficient."
Variable-speed compressors are being sold for the wrong reasons, Beals says. "They're the most efficient part-load compressor, but hard to justify within a two-year payback. You have to be below 80%, preferably 50%, for real efficiency advantages."
Despite these concerns, Pearl Leather, Johnstown, N.Y., is very pleased with its new VSD unit. The plant operates two eight-hour shifts six days a week, and compressed air usage varies constantly from 150 cfm to more than 500 cfm at 90 psi.
Pearl's compressed air system included two 100-hp rotary screw compressors. The company added a 180-hp Kaeser Sigma Frequency Control (SFC) variable-speed drive compressor on the advice of its service man. "Based on his recommendation, we bought it", says Pearl president John Ruggerio. The unit can supply more air than the two old 100-hp units. It is currently running at between 50-80% load, and Pearl reports a 20% reduction in kWh usage.