How to lower life cycle costs for compressor systems

With energy cost increases averaging 7.5% per annum during the past few years, most facility managers and maintenance professionals seek projects that not only offer the best return on investment, but help drive operating costs in the opposite direction. Compressed air is an area where such improvements are readily available. But compared to traditional utilities such as lighting, chilled water, steam and HVAC, there’s limited knowledge of energy conservation in this venue.
Facilities generally operate with a “keep it running” mind-set and maintenance supports it at almost any cost. Fear provokes this approach. Fear flourishes in the absence of knowledge. Most production departments have no accountability for the cost of air or the consequences of their actions. At 7 cents per kilowatt hour, producing 100 scfm at 90 psig during 8,500 hours of air usage per year costs more than $13,750 annually in electricity alone. Adding more compressed air users should be considered a business decision.
Despite this fact, most plants freely allow anyone in production to add to compressed air consumption. Production equipment is evaluated on the basis of initial cost and workability with little to no interest in utility requirements or life cycle operating cost. Most air systems are configured to handle the peak usage with no consideration given to diversity or transient event management.
Waste in most air systems can be greater than 30% of the total usage. Even in a relatively small system, typical leakage can be 200 scfm, but because it’s a no-see-um, the waste goes unnoticed. Note that 200 scfm is equivalent to 1,496 gpm. If it were water leaking out, you couldn’t ignore it (Figure 1).
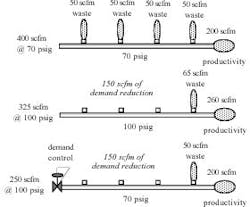
Fixing leaks can provide a nonlinear result if you don't control demand.
Do the detective work
Without quantifying the constituents of demand, you’re going to miss between 35% and 50% of any reduction opportunity. Considering this information, an audit that focuses on the air compressor won’t provide the best results and can miss the root causes of most of the energy waste and operating cost issues. Hundreds of companies offer air system audits, but most auditors don’t evaluate the constituents of demand or determine the root cause of any system problems uncovered.
When picking an audit team, focus on capabilities. You want the entire system analyzed, including demand constituents and critical pressures. Look for auditors who have examined a number of systems similar to yours, designed the implementation, demonstrated a positive return on investment and delivered the desired results. The deliverables should include a thorough financial evaluation, not just a look at electricity trends. Your auditors should understand air and how it’s used on the demand side of your system. Review a few of the company’s audit reports and call some of its clients to get their opinions of the auditor team.
Be up on the basics
To understand how a system works is to understand the opportunities. A compressed air system has five functions. It must:
- Compress the air as efficiently as possible.
- Convert a portion of the kinetic energy to potential energy to flat line the usage and control the rate of change in the system.
- Distribute the compressed air efficiently.
- Expand the compressed air to take advantage of the energy to operate the users.
- Have air users that are applied, installed, and operated correctly.
The audit team must evaluate these five system functions to achieve a reasonable solution and return on investment. Even so, most auditors don’t examine signal locations, the impact of differentials, supply system operation, set points or control configuration. These issues determine how well the equipment operates and what the units actually are displacing and why (Figure 2).
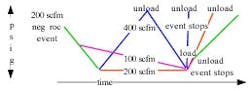
When a 200 scfm negative rate of change event (green) begins, the pressure drops. At a lower pressure, you can add either 200 (orange) or 400 (blue) scfm units. The preferred approach is 100 scfm (magenta), which controls the change. The longer it takes to recover, the less energy the system requires.
A compressor train has each compressor configured with its own filtration and drying equipment piped into a manifold in parallel with others. Compressor trains must be evaluated carefully because it’s so difficult to get the equipment to work together. Trains offer particularly great savings opportunities because, in most cases, the compressors are only partly loaded, even when pressure settings can’t be satisfied.
Flow meters used to determine air usage totals can provide inaccurate information and, by themselves, don’t determine what the compressors are doing. Air systems are in a constant state of change. In a positive rate of change, supply exceeds demand. In a negative rate of change, demand exceeds supply. In a neutral rate of change, supply and demand are stable. Evaluating usage based on a positive rate of change indicates the way that the compressors are reacting to demand. The larger the compressors, the higher the flow that will be measured (Figure 3).
The only true indication of demand is when the system is in a negative rate of change, when the pressure is falling. Measure pressure and flow simultaneously to determine the rate of change. Remember, only a portion of the data is useful for determining demand. This is why evaluating signals, differentials and set points is so important, even when you’re using flow meters to audit.
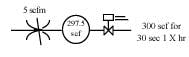
Storing 297.5 scf for 30 seconds satisfies the event with 5 scfm instead of requiring a 75 hp compressor that's part loaded 95% of the time.
FAD versus mass flow
Measure the power input to the compressors. Power never lies. If you can make pressure at full load and you aren’t pulling full-load power ratings, you’re not making flow. The industry rates compressor performance based on free air delivery (FAD), psig and brake horsepower at different conditions for different compressor types. This information must be converted into mass flow (scfm or lb/min), psig and input kilowatts under site conditions, which should include at a minimum barometric pressure, temperature, relative humidity and cooling water temperature differential.
The difference between FAD and mass flow can be as great as 18%. You’ll need to evaluate and correct performance based on extreme conditions to determine if the system will work at other ambient conditions. A great ROI project that doesn’t provide production support on hot or humid days will come back to bite you. Don’t use pressure readings on the compressors or dryers for evaluation purposes because this information has proved to be as much as 7% off.
Many auditors neglect inlet filtration, control systems, cooling water or air cooling system, filtration equipment, dryers, and drainage as cost-reduction opportunities. You must evaluate potential energy throughout the system and how it can effect the operation of the system including:
- Point of use
- Dedicated storage with checked or metered recovery
- General overhead storage
- Peak shaving storage
- Control storage
The scf/psi or storage capacitance influences energy requirements, the system’s rate of change, what the supply sees as demand, system reliability, controls integrity and the workability of transient point-of-use applications (Figure 4).
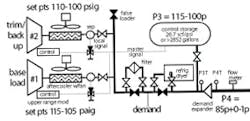
When properly configured, storage controls cycling, operating efficiency and reliability. If a 1,600 scfm base unit falls, the backup gets a load signal at 100 psig and with a typical cold start permissive at 15 seconds. The required control storage = 1,600 scfm x (15/60) x atm/useful dp (14.3/15) x 7.48 gal/scf.
The devil’s in distribution
Once you know system demand, you need to evaluate the distribution system. Determine if the system has pinch points or high pressure differentials. When demand waste is eliminated and transient points-of-use are flatlined, most piping changes can be corrected with no additional actions because differential pressure varies as the square of the flow change.
Therefore, a 5% drop in flow reduces the differential by 25%. In addition, many systems have been designed as a cut-and-paste configuration, with piping sized with generous margins above the highest flow, often to rely on piping to serve as storage. These configurations introduce considerable droop in the system, characterized by a much higher pressure drop at the point of use than at the supply system. The droop ratio is an important variable for determining the required resolution and control profile.
Expanding the compressed air completely at the point of use with a minimum number of system leaks produces the best efficiency. If the system is to provide any useful storage, the pressure at the expansion point must be lower than the lowest supply pressure at the discharge of the clean-up equipment. This requires enough discipline to set regulators at the lowest required pressure instead of jacking them up to fix undefined point-of-use problems. In the absence of such discipline, you could install central or sector expanders.
Use isentropic, rather than adiabatic, expansion. The isentropic process expands gas to a lower density with little, if any, energy being expended. Adiabatic expansion trades energy for lower pressures. It’s a common bad practice for point-of-use applications to exhibit a 15 psi to 45 psi pressure drop between the inlet to a filter/regulator and the inlet or article pressure to the air user. At the same time, more compressors come online or new compressors are being installed to increase the supply pressure by 5 psi. It’s a matter of correcting the point of use for $100 or adding tens of thousands of dollars of supply energy.
To find a potential solution without reviewing the constituents of demand will catch only about one-third of the potential reduction in operating cost. The constituents of demand that contribute to the total system’s demand include:
- Appropriate usage
- Situations that can be improved (open blowing, transient events, users that can tolerate reduced operating pressure)
- Artificial demand produced by unregulated users and leaks at unnecessarily high pressure
- Waste (drainage, leaks, dryer purge and centrifugal blow-off)
Reduce real costs
Knowing the appropriate production usage and a moderate amount of waste, you can determine the supply that satisfies demand. Each shift and weekend work might have a different demand requirement. Most power is logged on the basis of average conditions. Measure the actual power, including any accessory power, for the actual conditions. Demand charges often can be 50% of the total energy bill. Watch for seasonal or time-based charges for hours, weekdays and weekends. There can be from two to 24 energy bill categories that are needed to accurately determine the actual and potential energy costs.
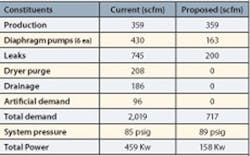
Typical values for the constituents of demand from an audit. Without this demand assessment, we would be guessing about leak rates.
Total annual operating cost includes cooling tower pumps and fans, and dryer electrical costs. You must look at water cost (if any) including make up, sewer, cooling fans (if any) and treatment chemicals. Don’t forget maintenance costs, including inspection, in-house and contract labor, parts, rental, if any, including fuel and maintenance. You should also evaluate current depreciation and miscellaneous costs such as inventory costs, aging to destruction, and supervisory costs as would apply.
Find the lowest potential operating cost using the existing system components for each production load condition. If you find a different configuration of signals, differentials and set points that could further reduce the cost, examine the new control profile. The change project might take some time to get approved, so develop an interim profile that makes the system work better until the project is completed.
If the audit team has been effective, you’ve reduced the number of compressors that are online, each of which now represent a larger fraction of the total system demand. Such reduction increases the risk of interruption if a compressor goes offline. Make provisions for this to maintain the reliability of the system in the new configuration.
Once you’ve scoped out the most workable solution to meet the desired priorities at the lowest operating cost, it’s time to develop an action plan or project plan to move forward with implementation. The detailed action plan should include capital and installation costs, engineering, project management, contingency, shipping and taxes, if any. Develop the plan in the correct chronological order to execute it with minimum disruption to production and to accomplish as much as possible during normal working hours.
Clarify to the candidate audit teams that the deliverables you expect might not be identical to the shopping list of things that they sell. Particularly with compressed air, you must apply, rather than buy, the solution. When done correctly, the effort involved is demanding and difficult.
The last task is determining the proposed operating financials and return on investment. This might require considering capital depreciation or taxes on the reduction in operating cost. In this lean economy, you can’t overlook compressed air opportunity expense as a viable area to evaluate. At the same time, be mindful of how critical it is to make the ROI once a project is approved. As important as compressed air is to most production plants, it doesn’t mean that it should be maintained at any cost.
Scot Foss is a senior analyst with Plant Air Technology in Charlotte, N.C. Contact him at [email protected] and (704) 844-6666.