Upgrading your centrifugal compressor does more than increase efficiency

Companies are finding that upgrading compressors can be an effective, low-cost solution to addressing their plant current needs. When the existing air compressor was first purchased, many assumptions had to be made regarding the required flow and pressure requirements. Many of these assumptions resulted in the purchase of a compressor which does not efficiently meet the plant needs of today. Either the compressor is now oversized or undersized. In other cases you may find that the compressor was designed to provide a pressure or flow which is much greater than what is needed today.
Historically, the obvious alternatives were either to purchase a new compressor or to operate the existing compressor inefficiently. Upgrading the existing compressor is a solution that in many cases is more cost efficient and is catching on as a economic solution to many plant compressor problems. A simple change to the compressor can allow you to meet your current plant needs while reducing power consumption and providing a great deal more flexibility.
Overcapacity hurts
[pullquote]If a compressor is oversized for the current application, it can be upgraded to a reduced flow and pressure instead of operating inefficiently. To fully understand the reason for the efficiency loss associated with oversized capacity, it is important to understand how a centrifugal compressor operates. This compressor type operates in what are called efficiency islands: local efficiency maxima that are functions of the pressure and flow. The maximum efficiency typically is located at the compressor’s original design point.
When the required discharge pressure drops, the compressor operation falls into a region referred to as choke. Choke is a region at which any further pressure reduction will not produce additional flow or power savings. Surge, on the other hand, occurs when the required flow is reduced to the point that pressurized system air flows backward into the compressor until the compressor unloads or turns off. Once the plant demand increases above the surge level the compressor will then ramp back up to the required pressure and flow. This continuous cycling will affect the compressor efficiency and in some cases damage the machine.
Upgrade by re-rating
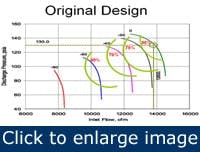
Figure 1. When installed, the compressor operated at a reasonable 80% efficiency.
Consider the compressor operation represented by Figure 1. The original design produced 13,000 cfm at 130 psi and operated within the highest efficiency island, achieving more than 80% efficiency.
Over time, plant demands changed, which required the compressor to operate at a reduced flow (surge region) and reduced pressure (choke region). The new conditions, plotted in Figure 2, include 11,000 cfm delivered at 120 psi in a 60% efficiency island.
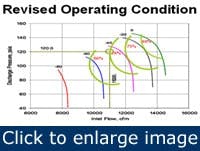
Figure 2. Changing plant conditions moved the unit into the 60% efficiency region.
While the input power has been reduced, this is only the result of operating at a reduced flow and pressure. The full potential power reduction, however, is not realized because the compressor is operating within an island of reduced efficiency. As shown in Figure 2, by Changing the compressor components we have now extended the overall operating range to enable the compressor to accommodate additional reductions in flow and increases in pressure (Figure 3). The change of the existing compressor components has eliminated the need to install a new compressor. The compressor can once again operate in the 80% efficiency island, while reducing the overall power consumption. The difference between operating at 60% efficiency and 80% efficiency is equivalent to 66 horsepower or in this case a minimum of 5% is realized in the overall power consumption.
Upgrading to expand
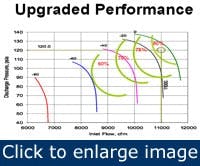
Figure 3. The efficiency again reaches the 80% level after the retrofit was completed.
In many cases, due to consolidations the current compressor does not provide enough flow. Once again, the first option may be to purchase a new compressor to make up for this shortfall, which may take well over a year before the compressor actually is commissioned and on line.
The second option is to upgrade the compressor components of the existing air compressor. In many cases the existing compressor base frame and lube oil system is acceptable for a higher flow.
Once the retrofit parts are on-site for the existing compressor, installation takes between one to three weeks.
When considering upgrading of your existing compressor insist that the compressor vendor provide a team of qualified aftermarket engineers who are trained to redesign your existing compressor. Once the retrofitted parts are ordered it is essential that a team of trained field service technicians are hired to complete the upgrade. Be sure that the trained technicians are able to install the new components without disrupting plant operation. Most changeouts can be done during a scheduled shutdown and in a timely fashion.
As a summary the values of upgrading your existing compressors are many:
- As the price of electricity continues to climb, the energy savings alone very often pays for the cost of the upgrade within one or two years.
- The compressor or blower room requires no modification.
- Control system upgrades can be made when upgrading the compressor components.
- The compressor system will gain greater flexibility.
- The upgrades can extend compressor life.
Glenn Schultz is aftermarket applications engineer at Atlas Copco Comptec LLC in Voorheesville N.Y. Contact him at [email protected] and (518) 765-5816.