Recover energy costs in compressed air systems
In the nirvana of compressed air systems, there is no wasted compressed air power. The air is supplied at just the right pressure, quality and volume for effective production. Compressed air supply always meets demand exactly. In the real world, this never happens — the compressor supply produces as much air as it can at the highest possible pressure and the production system uses all it can get. "When there isn’t enough air, the pressure falls, and we add another compressor." Have you heard this reasoning before? Sure you have! Compressed air energy savings opportunities are the hot topic this year.
Still, much of the focus is on the supply side and how to produce and deliver the air to the system most efficiently. Typical responses include replacing older, less efficient air compressors; installing more efficient, responsive control systems; replacing older, less efficient motors with high efficiency motors and so forth. Do not misunderstand. There are real air power energy savings on the supply side and a review of the supply side is important.
For example, the design efficiency of compressors varies from 4 to 5.5 cfm per hp, 10 to 20% by type and 5 to 10% within the same type. Older motors may have a mechanical efficiency of 85 to 90% whereas newer motors fall in the range of 93 to 96%. This 4 to 8% variance has about the same impact on the energy cost as the 5 to 10% variance within the same type of air compressor.
Correctly applied unloading controls of the proper type have a maximum variance range of 5 to 10%. When the controls are grossly misapplied or improper, this variance can escalate. The most important aspect of unloading controls is that they decrease system usage and power consumption. Without them, there is no significant power savings.
[pullquote]Air dryers and filters have less than a 5% variance with respect to performance and pressure when correctly applied. When misapplied, these are items that can be, and often are, a significant opportunity for energy savings.
As an adjunct to the supply side evaluation, determine the basic energy cost per cfm per psig for your compressor. This number is based on your energy rate, the basic compressor efficiency and the number of operating hours per year. It allows easy calculation of potential energy and dollar recovery for identified system air savings opportunities. This may be a lot greater than you realize.
For example, consider a 100-hp compressor producing 4 cfm per input hp using electricity at $0.06 per kW and operating 8,000 hours a year. The annual cost of power per cfm is $100 and the annual cost of power per psig is $398. Keep these numbers in mind as you identify basic opportunities in the demand or process side of the compressed air system.
The supply side of the air system is important
|
Opportunities for saving upward of 10 to 15% exist even for a reasonably well applied system. More importantly, the supply side must be in tune with the total system to translate reduced air usage into lower energy costs. However, most of the attention seems to be paid here — and much less on the demand or production process side of the air system — that can account for 20 to 30% of the available opportunities.
Consider that the demand for air actually starts at the process. How much air is required to optimize production? What quality of air? At what pressure? Delivering just the right air to the process at the lowest possible cost is more easily said than done!
Examine the system
Let’s take a journey through your compressed air system. Other than the obvious leaks, what should we be looking for? Pressure loss in piping is one factor often overlooked — we just assume it is acceptable. Measuring pressure loss at full production load is all-important. In a system that is laid out well, the interconnecting piping between the air supply and the distribution piping should exhibit no pressure drop. Let’s review some of the more common piping errors you might find.
A tee connection can have a feed line of compressed air trying to break into a flowing stream of air. This type of connection is common and the turbulence caused by the 90-degree entry often amounts to a pressure drop of 2 or 3 psi. In our 100-hp example, you spend $800 to $1,200 every year to produce the pressure that is lost here.
Using a 30- or 45-degree angle entry instead of a tee eliminates this pressure loss. The tee connection has 15 times the loss of the directional entry. The extra installed cost of the directional entry is negligible.
Using 90-degree elbows instead of long-radius elbows is another source of pressure drop. Standard elbows cause 25% more turbulence than long- or swept-ells. Again, the cost difference is negligible during the initial installation.
The term "dead head" refers to flows causing extreme turbulence by coming together at opposite ends of a tee connection. In the example shown in Figure 1, the pressure loss was almost 10 psi. Replacing the dead head with a long ell and 30-degree directional entry reduces the loss to 0 psi. This represents 300 hp worth of air — about $1,200 per psig or $12,000 annual power cost to produce the 10 psi wasted at the dead head.

Sizing pipe
You should size the pipe on the basis of its length and the flow required. Use conventional pressure drop charts that show loss based on inlet pressure, pipe diameter and flow. Select a pipe size that generates no pressure drop. When in doubt, compare the installed cost to that of the next size pipe — up or down. Most of the material cost in a piping installation is in the labor, valves and fittings. Remember that the pipe size does not need to be equal to the valve size. You can "bush up" to a larger pipe to minimize pressure drop and cost.
Check out your system. Small pipe is not bad unless there is too much air trying to get through it. Measure pressures at critical points either simultaneously using multi-channel monitoring equipment or at least sequentially using only one high-quality pressure indicator. Standard OEM and supply gauges do not generally have sufficient accuracy or precision to measure pressure differential at critical points with different gauges.
Measure or calculate the flow through the pipe to make your best size selection when there is a choice. For 150 cfm of air at an entry pressure of 100 psig, a 1-1/4-inch pipe has almost three times the pressure loss of 1-1/2-inch pipe.
Other common piping ailments
"My grinders need 98 psig to run right. Therefore, the air system has a required minimum of 98 psig."
When you hear this kind of argument, start looking for what the operator is really telling you: "When the system header pressure falls below 98 psig, the grinders don’t work well!" Production personnel rarely know the actual pressure at the tool and probably don’t know how much air the tool uses. If you investigate the original sizing criteria, it probably goes like this: "Half-inch hose is too heavy, use 3/8-inch hose. Use two 3/8-inch quick disconnects because they have the lowest cost."
This is the scenario we found on a recent air system energy audit. The rest of the plant could run on 80-psig air but the system was held at 98 psig because the grinding area, representing 20% or less of total demand, required it. Testing under load revealed that the actual inlet pressure to the tool was 63 psig while the header pressure stayed at 98 psig. In other words, we had 35 psi of pressure drop through the 3/8-inch hose and quick disconnects. Further tests indicated that the optimum inlet pressure for these particular tools was 75 psig.
We changed the standard 3/8-inch quick disconnects, with a combined pressure loss of 23 psi per station, to industrial quick disconnects, with a combined pressure loss of 5 psi per station, at a cost of $5.00 per station. We replaced 70% of the 3/8-inch hose with one-inch pipe running to the base of the station at a cost of $30 per station. We installed a regulator to deliver 75 psig full flow to the grinders with 80 psig in the feed to eliminate artificial demand. The header pressure was reduced to a controlled 85 psig. Results after 18 months:
- Tool repair cost for the grinders decreased.
- Production throughput increased by 30% (including grinders).
- Overall inlet horsepower was reduced by 100 hp with an annual electric power cost reduction of almost $26,000.
The total cost to implement these changes was $1,362 — not a bad return! What did we do here? We started with the process. What pressure do you really need at the tool? How much air do we need? How can we get it to the tool in a consistent and economical manner? The trick is measure the tool or work station inlet pressure, both at rest and under load, while simultaneously measuring the header pressure. If the header pressure remains steady and the process inlet pressure falls, then we know the restriction is in the feed from the header to the process.
The filter-lubricator-regulator and quick disconnects are examples of the most common errors in the header feed to processes. In many cases, these are selected with little or no thought given to performance. Rather, they are usually selected on the basis of hose size. It has nothing to do with application sizing.
For example, we have 17 psi of pressure drop in the 3/8-inch pipe while the operating bander drew about 50 cfm. The 30 feet of 3/8-inch pipe had a loss of 6 psi, whereas half-inch pipe would have 0 psi loss. The standard 3/8-inch quick disconnect added 11 psi loss. Just replacing the standard quick disconnects with industrial units rated for more flow and less drop reduces pressure drop from 11 psi to 4 psi. The extra cost of quick disconnects was $1.68 per set while the wasted energy for 7 psi drop was $700 per year.
In most cases, the quick disconnects are used in pairs, in which case the standard sets produce a 22 psig drop versus 8 psig loss with the industrial units. The obvious real fix is to use half-inch pipe and half-inch industrial disconnects to eliminate most of the pressure drop.
Let’s examine the case. Fifty cfm went to running the bander. The remaining 50 cfm goes to a blow-off system with a second FLR set up to reduce pressure to 30 psig. The regulator selected is "rated for 140 cfm flow" so it will be okay for 100 cfm. It is a rare regulator selection that gets this much thought! But this is still not enough. What is the "droop" or outlet pressure at 100 cfm flow? It is 30 psi for just the regulator. What about the filter and lubricator? As a team, the total droop is now 45 psi.
Do you need the filter? If you do, you can oversize a filter to have little or no pressure drop. If you don’t need one, why waste the energy? The lubricator is well applied to the air motor on the bander, but it is not needed for the blow-off. The application would be better served with a correctly selected lubricator applied right ahead of the bander.
Some tips
All too often FLRs, quick disconnects and process feed lines are selected on the basis of size, convenience and price, with little or no regard for flow and allowance for pressure drop. The cornerstone of any effective compressed air energy savings program applied to the distribution or process side is to identify the lowest effective pressure that runs the process at optimum performance. Programming can then deliver this at the lowest possible cost using every variable you have — piping, connection, pressure flow controls, appropriate storage and so forth.
Remember, pressure costs money in two ways — power to produce increased pressure costs one half of one percent per psi, and excess pressure produces excess flow that must be compressed.
The distribution system
Controlling pressure drop on the demand side is equally important. Select downstream filters and dryers with known flow rates and allowable pressure drops. Filters should never be selected on the basis of port size.
The designer should always check these factors. An oversized filter produces much less pressure drop, a significantly longer life and not much more cost. Be careful when oversizing coalescing filters. There is a point at which greater oversizing negates the effective coalescing action. Treat this like a piece of production equipment affecting the use of an expensive utility — compressed air. Investigate the performance, measure the performance, maintain the performance.
The same can be said for downstream dryers. Always ask if they are needed. If so, are they applied efficiently? Are there more efficient alternatives?
Do you run high system pressure to serve only a few users?
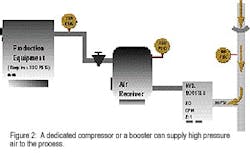
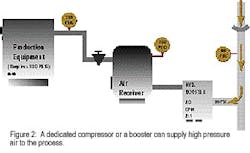
When we perform a compressed air audit, the first thing we check is whether high-pressure air is actually required. If it is, the next issue is how we can modify the process to reduce air pressure — changing to a larger diameter air receiver, for example. If not, there are alternate ways to handle this situation.
The first job is to measure the amount of air in cfm, the required pressure in psig, the duty cycle and so forth. With this data, we can calculate the most effective and efficient answer. Perhaps this involves using a dedicated compressor to supply air or a booster to supply high pressure air (see Figure 2).
Does regulator response time reduce pressure to the process?
Often the regulator at the process is left wide open because its sizing did not anticipate droop. Sometimes, even when the regulator was selected correctly, the measurable delay in signal time opens the regulator at the end of the action, leaving only the feed line storage volume to handle the process. If there is not enough volume during that delay to hold the required pressure at the process, the pressure falls. This affects production and the operator opens up the regulator to full line pressure. This negates the effectiveness of the regulator and immediately introduces artificial demand.
The correct fix for this problem is to size a small volume storage bottle between the regulator and the process to hold the pressure until the regulator opens. To size this bottle, measure flow, volume, time required and allowable pressure drop.
Another factor that often causes significant pressure loss is old, unused orifice plates, filters and separators left in the line when no longer in use. Since they are neither used nor maintained, they often fill with sludge, rust and scale, which causes ever-increasing pressure drop.
Cabinet cooling
There are still other downstream savings opportunities. Often electronic control cabinets in the system are cooled with system compressed air, vortex-cooled compressed air or refrigerator units. Replacing these with heat pipes offers a potential saving of 3.5 to 4 kW each in the 1,000-1,200 Btu/hr range. Heat pipes are available in many sizes. For the example above, the initial cost is in the $750 to $800 range with resulting power savings of $1,000 to $1,200 per year.
Blow-offs
Many times there are 1/8- and 1/4-inch manual blow-off lines operating at 90 psig, each of which will use 8 to 35 cfm. An alternative is an air amplifier that consumes less compressed air by pulling in significant ambient air and mixing it directly into the air stream. These units have amplification ratios of 6.5:1 to 25:1. A savings of 8 to 20 cfm (10 to 17 hp) per blow-off station is possible.
For example, a 1/4-inch blow-off using 36 cfm may have an annual power cost of $3,600, whereas a variable flow venturi nozzle will use 3 cfm to flow 75 cfm and have an annual power cost of $300. The nozzles cost $10 to $15 each.
Vacuum generators
A vacuum generator that uses 99 scfm at 87 psig might pull a vacuum of 12 inches water column in about 2.5 seconds. If the shut-off is at 12 inches of vacuum, the total air demand will be about 0.5 scfm with a power cost of about $59 per year. If allowed to run continuously, air usage is 99 scfm and power cost will be about $9,900 per year. Obviously, proper application and management is imperative. Vacuum generators are handy and very effective when applied correctly. They can cause a significant waste if misapplied.
Air-operated diaphragm pumps
No one uses air-operated diaphragm pumps because they are inherently efficient. Rather, their strength is a tolerance of aggressive fluids and an ability to run dry without damage. They offer several routes to significant air savings. Is the air-operated diaphragm pump the right solution? An electric pump is significantly more efficient. Electrically driven diaphragm pumps are available.
Consider electronic or ultrasonic controls to shut off the air-operated pumps automatically when they are not needed. Remember, the air pump uses the most air when it is pumping nothing.
Are you running the pump at the lowest possible pressure most of the time? The higher the pressure, the greater the air consumption. For example, the pump in a filter pack operation does not need high pressure except during the final stages of the filter packing cycle. Arrange controls to provide reduced pressure in the early stages and greater pressure later.
As an example of the potential savings available, consider a two-inch diaphragm pump delivering 130 gpm of water at 40 feet TDH. It requires 120 cfm of air at 75 psig. This corresponds to about 33 hp at the compressor and a power cost of $13,200 per year. An equivalent pump powered by an electric motor will use between 3 and 5 hp for a power cost of $1,500 to $2,000 per year.
Misapplied high-pressure air
Review your system closely to identify potential energy savings from using air at lower pressures. Table 1 shows the estimated cost of electric power to produce 500 cfm, assuming $400 per hp.
Energy savings through heat recovery
Oil-cooled rotary screw compressors allow a potential recovery of 85 to 90% of the motor horsepower in the form of heated air. The heat of compression in a water-cooled unit can also heat process water when that opportunity is available. If the heated air or water can offset another source of heat, you have an identifiable energy recovery.
Maintenance
Maintenance on the supply side has a direct impact on energy consumption. Dirty and restrictive inlet conditions reduce the suction pressure to the compressor, forcing it to run longer to deliver the rated scfm. On a recent audit, we found three 150-hp compressors operating with an inlet pressure of 9.5 psi rather than the expected 14.2 to 14.3 psi reading. The inlet restriction reduced the efficiency by 31%. The result was a need to run three compressors, instead of two, at full load to supply the demand. Correcting this problem resulted in power savings of $45,000 per year.
Separator and filter losses
Knowing your power cost per psig allows evaluating the program for changing separators and filters. A new air/oil separator has a pressure drop of 2 to 3 psig when new, and runs for about two years. Most plants change them at a pressure drop of 10 to 12 psi for a cost of $550. If your power cost for 1 psig of pressure is $400, you may not want to run it much beyond the point where the pressure drop exceeds 3 psi.
The same reasoning applies to filters. Consider pressure loss as an identifiable cost. Compare the cost of lost pressure to the cost of a new element and change at the optimum time.
This journey through the system has been one of investigation. Observe, measure, calculate, test and treat the compressed air like the expensive utility it is. Identify costs and balance them against a controllable production cost, just as you would with electricity or steam.
Compressed air is an energy intensive utility — seven to eight times more expensive than electricity. Significant opportunities exist at both the supply and demand sides. In order for any program to optimize the economical opportunities, those responsible for short- and long-term implementation must be focused on understanding the interrelated parts of the system. This is often best accomplished by a professionally implemented compressed air system evaluation or general audit that develops a profile of the system costs while generating effective short- and long-term plans.