Making the case for facility modernization
In this article:
What is legacy hardware, and how do we look at it? Is it just old stuff that’s hard to find and hard to replace? Is it unsupported equipment? Is it older tech for which it is difficult to find engineers who are experienced in working with it? Is it ultimately a combination of all three of these?
It can be difficult to visualize what operations will look like after a technology modernization initiative. This article takes a look at how legacy technologies can ultimately impacct your competitive advantage as an organization, preventing internal progress and overstressing your maintenance teams. This article also walks through a quick modernization exercise, from the technology components to the controls platform and production processes involved.
Maintainability
The first issue when it comes to modernization is to assess the maintainability of your equipment. For example, there are a large number of legacy control networks out there in industry (i.e., DeviceNet, Modbus, BACnet, ControlNet, Profinet). From a supportability standpoint, when something happens within a given network, it can be difficult to identify what the specific problem is. Even when the problem is known, there are few people that have the experience and expertise on older and/or mixed control technologies who would be able to support them.
Even if resources on your team are available to support the tech, rectifying a given issue on your control network(s) can require excessive effort. For example, it may be necessary to shut down an entire network in order to replace a single control device, which can create significant interruption to plant operations.
One option to consider in this case is reducing development and deployment maintenance time by centralizing applications. For example, when you have a facility that has many separate operator interfaces, a centralization initiative holds the potential for you to operationally see different portions of a facility through one single centralized application, as well as achieve new operating expense (OpEx) efficiencies. Also, maintaining a single application rather than managing multiple legacy applications can result in reduced troubleshooting and maintenance times, allowing the initiative to pay for itself pretty quickly.
Operator self-service
Some of the most heavy-hitting benefits that you can achieve with modern control infrastructure are based on the plant floor. Imagine an operator who goes to the CIP system, selects a circuit, pushes the start button – and nothing happens. Within 15 seconds, there’s a call to maintenance to figure out why it’s not working. Before you know it, multiple people from several stakeholder teams have been taken away from their core functions to solve the problem.
John Tertin is director of sales and marketing and John Luther, Ph.D., is a processing engineer and project manager for ESE Inc., a food and beverage plant automation and engineering firm. ESE Inc. is a certified member of the Control System Integrators Association. To learn more, visit the company profile on CSIA’s Industrial Automation Exchange.
A modernized control system can take that kind of inefficiency out of the equation by tying disparate process elements into displays that offer basic fault diagnostics to the operators. By highlighting only the likely fault options (i.e., open or stuck valve, module or I/O fault, etc.) and keeping healthy elements in the background, operators are able to self-serve, and maintenance technicians can continue their own scheduled work without interruption.
Increased maintenance efficiency
What if there’s a problem with the device that the operators are unable to fix? For example, say there’s a flow plate that has proximity switches on it and a proximity switch is not working. The display panel shows a fault error, and because of the interlocked nature of this switch, production has come to a halt. Typically this situation results in a call to a maintenance tech, who comes over, says, “Yep, it’s dead,” and heads off to the stockroom for a replacement proximity switch (assuming spares are on hand) so they can swap it out and get production moving again.
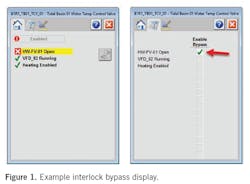
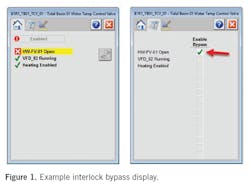
With a modern control system, component failure doesn’t need to bring production to a halt. The network administrator can assign role-based access to maintenance techs, who then have access to additional options such as selectively bypassing some interlocks, as shown in Figure 1. With role-based network privileges, the maintenance tech is able to bypass the specific interlock, allowing production to continue while the tech heads to the stockroom to get the replacement and arrange to make the repair at a suitable time within the production window.
Another opportunity for maintenance is to be able to optimize certain routine-based preventative maintenance activities. For example, let’s say that we know that a certain pump seal only needs to be replaced every 10,000 operating hours, but maintenance replaces the seal every six months (about 4,500 hours) out of routine practice. During a facility modernization project, the various stakeholder teams (maintenance, reliability, operations, etc.) can add key process indicators to the display to better track asset use and performance, reducing the number of scheduled component changeouts and moving toward more needs-based changeouts.
Figure 2 is an example of this type of display, showing the number of valve cycles and comparing actual time for the valve with change positions with the expected average time. By tracking these types of variables, your stakeholder teams can get ahead of simple failures such as a leaking positioner on the valve or an air supply issue and address them based on need rather than on a strict schedule.

Assorted other benefits can be achieved via facility modernization, from safety improvements and supply-chain optimization to streamlined compliance and reporting. However, we hope that this article has outlined for you the basic reliability and operational improvements that organizations can achieve through modernization initiatives.