Case study: Using vibration data to diagnose problems
A manufacturing firm had a motor making noise and requested that we collect vibration data from the motor to troubleshoot the problem. We had serviced motors for this customer previously and had collected vibration data from a few pieces of equipment on an irregular basis. In fact, we had previously collected data from this machine in February 2016 and July 2013. (Another vibration consultant collects the firm’s route vibration data.)
Assessment
On Nov. 15, 2016, we collected data from the customer’s HR blower. The data indicated the presence of an outer race bearing defect on the motor. Specifically, the impacting and waveform amplitude had increased from the last data set we collected in February 2016. The indication of the bearing defect is best noted in the PeakVue data, which is designed to accentuate impacting faults such as bearing defects. The PeakVue waveform increased by more than 73% from the February 2016 data set (see Figure 1).


This motor was part of a variable-frequency drive (VFD) and appeared to be adjusting speed almost constantly. As a result, there were broad skirts in much of the velocity data, and harmonics of the BPFO at high frequency were present in the velocity data (see Figure 2). The recognition pattern of these peaks is that of electrical fluting in the bearing. Although the motor has a grounding brush, we thought the fluting could be the result of the brush losing contact due to corrosion or contamination (see Figure 3).

Based on the November 2016 data, we recommended that the customer repair or replace the motor at their next planned maintenance opportunity. Although the vibration signature had increased since February 2016, the data did not suggest that the motor was at the point of failure, even if this conclusion could not be made with 100% certainty. Assuming that the vibration recognition pattern was correctly indicating that electrical fluting of the bearing was occurring, we mentioned that the noise may get significantly louder before repair or replacement.
Reconditioning
The customer pulled the motor and sent it to our facility for reconditioning. No load incoming vibration data was collected from the motor. Figures 4 and 5 show the result of data collection.
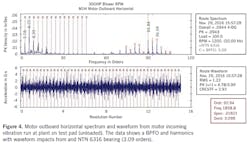
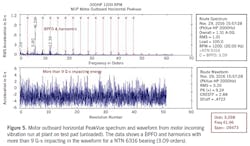
The incoming vibration data indicated a bearing defect on the outboard bearing. This defect shows in the data as a vibration signature of a ball spin frequency of the outer race (BPFO). This frequency is seen on both ends of the motor, and there is impacting in the PeakVue spectrum and waveform correlating to this frequency.
We recommended that the bearing be replaced and insulated according to best practices due to the VFD operation and regular speed adjustments being made according to load while the motor is operating. The motor was reconditioned with an insulated sleeve installed in the opposite drive-end bell, as well as a different shaft grounding brush.

Timothy A. Morrison is a field service technician and vibration analyst for Hibbs ElectroMechanical Inc. of Madisonville, KY. He began his career in predictive maintenance with Mohler Technology Inc. in 1999 and has been involved in the vibration consulting program at Hibbs since 2003. Tim is a Vibration Institute-certified Category III vibration analyst and a Level II Infrared Thermographer and is involved in the analysis of both static and dynamic motor testing. Contact him at [email protected].
We also thought the bearings should be opened for inspection unless the customer requested return, as fluting was suspected and we wished to confirm the diagnosis. The customer agreed, and the bearings were opened for inspection. Frosting was noted on the inner races of both bearings (see Figure 6); the outer race of the drive-end bearing was frosted; and the balls were frosted on both bearings. Fluting was obvious on the opposite drive-end bearing outer race, and there was a significant defect on one of the balls (see Figure 7).
There were no other mechanical issues discovered during the motor’s inspection that would require repair.
Conclusion
The reduction to the overall vibration amplitude was significant. (Data tables are available in the online version of this article, at https://plnt.sv/1910-COVER.) Table 1 shows motor incoming vibration test data, Table 2 shows the vibration results of the final assembly no-load test run, and Table 3 shows the percent reduction for each of the velocity points collected.
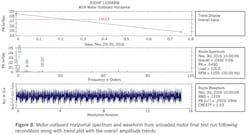
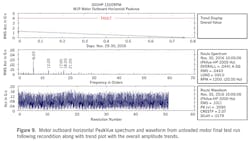
The bearing outer race frequency is not notable in the spectral data and the waveform impacting was also significantly reduced (see Figure 8). The PeakVue impacting on the outboard end of the motor was reduced from more than 9 G-s to just over 0.2 G-s (see Figure 9).
The motor was returned to the customer.