Your machines are talking to you. Do you always understand what they are saying?
The Plant Services 2015 Disruptive Technology series offers a quarterly look at technology innovations that are generating rapid changes in how plant managers and engineers approach their jobs. The series continues this month by investigating ways that OEM-enabled condition monitoring is starting to impact wider machinery health programs and how remote monitoring programs are changing the relationship between OEMs and plant maintenance and reliability teams.
Your machines are talking to you. Do you always understand what they are saying? Who outside your plant would you allow to listen in and help translate?
Remote condition monitoring (CM) technologies enable effective, efficient predictive maintenance (PdM), and some of the most effective PdM programs draw these CM data from a wide variety of assets into the cloud for analysis. These programs can help drive real-time visibility into machine performance at both the asset level and at a higher, plantwide level. However, as systems and machines get increasingly complex, the skill sets required to understand machine performance data also increase in complexity, and gaps can easily emerge between the volume of available machine data and the number of skilled plant workers who have the time and ability to understand and act on it.
OEMs are starting to address this gap by offering remote monitoring services for a wider range of plant assets than they have traditionally concerned themselves with. Often, they're partnering with analytics firms to provide maintenance teams with information about the health of their assets.
"OEM-enabled condition monitoring is in its infancy," says Burt Hurlock, CEO of Azima DLI (www.azimadli.com). "It’s far too early to predict how it will disrupt or change the roles and responsibilities of plant personnel in the long run, but we can already see patterns emerging. Much depends on the OEM’s strategic ambitions – it’s the difference between staying in the capital equipment business and expanding into information and diagnostic services, which requires a full complement of new skills and capabilities."
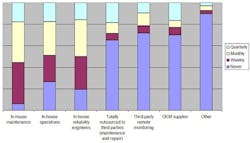
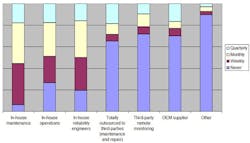
Much also depends on plants' willingness to share their data or at least to invest in maintenance as a service (MaaS) offerings. In Plant Services' 2014 survey on PdM implementation, only 15% of respondents said that they shared data from their PdM systems more than once per quarter with third parties via remote monitoring technologies, and 71% said they had no plans ever to share these data with an OEM supplier (Figure 1). Furthermore, although 20% of respondents indicated that they were using some form of embedded PdM intelligence from equipment suppliers, more than double that share said they had no plans to deploy this sort of technology (45%).
Plants soon may not have much of a choice in whether to move in this direction, as OEMs may expand into remote monitoring and diagnostics (RM&D) as a practical necessity. For OEMs, it's a matter of either helping fill voids of expertise at the plant level or risking a significant break in business continuity.
Chet Namboodri, global lead for the manufacturing industry at Cisco (www.cisco.com), describes this new facet of the OEM-end-user relationship: "No doubt there’s a return on investment (ROI) for OEMs who invest in RM&D/MaaS capabilities, along with the ROI for end users, who really no longer have the expertise to work the maintenance and reliability of more and more complex equipment."
For this story, the third in our disruptive technology series, Plant Services asked several industry professionals: How quickly are OEMs and plant managers redrawing their traditional business boundaries to take advantage of these condition monitoring trends? What options do plants have to engage with OEMs and their partners?
Moving beyond heavy industry
To get a handle on where OEM-based condition monitoring is going, it helps to know where it has been. Glenn Gardner, business development manager at Fluke (www.fluke.com), suggests that this current trend has its roots in the Internet of Things (IoT) movement.
"What’s great is that in the industrial space, something resembling IoT has actually been happening for more than a decade now," says Gardner. "The OEMs of much larger equipment – for example the main turbine at a power plant or the main compressor at a refinery – those OEMs have been setting up what they call a contractual services agreement (or CSA) for maintenance and repair on those assets over their typical lifetime. A lot of the times, when they set up that CSA, they’re also collecting real-time data and streaming that data to some type of centralized monitoring hub, where they have a lot of expertise on the design and operation of that particular asset type."
This approach took hold first primarily in the heavier industries, such as power generation, oil and gas, and mining, and it was applied specifically to the highest-value assets, such as turbines, compressors, and incinerators.
For example, explains Gardner, "A main turbine OEM could be able to stream data via the Internet about its main turbines, their thermodynamic efficiencies, vibrations, whatever else they’re collecting. They can stream that to their own headquarters and then know what their entire fleet of products is doing. That’s typically a part of that CSA, and that’s been a pretty standard practice for the really expensive high-end equipment. If you’re a big plant, you only have one of those assets, so it's tough to develop a whole lot of expertise in it, unless you want to be an OEM, which means you have exposure to hundreds of thousands of those assets rather than the one when you’re a power plant."
"One of the spaces where we saw technology’s infancy was in the oil and gas industry because of remote platforms," says Bart Winters, business manager for asset management solutions at Honeywell Process Solutions (www.honeywellprocess.com). "That’s where we initially saw early adopters in that space to be able to bring in expertise from onshore locations, and to be able to help troubleshoot problems remotely on the platform. Now, we’re seeing that migrate to other applications where the sites might be remote. We’re seeing that in Canada with the projects that we’re doing up in the oil sands, those types of applications where you don’t have as many resources, versus living in Fort McMurray but being able to buy that remote support whether it’s in Houston or Calgary and other locations."
"With larger pieces of equipment, manufacturers are selling performance contracts rather than the equipment," adds John Renick, director of partner solutions for Meridium (www.meridium.com). "Condition monitoring is the best way to deliver on those types of contracts and to get the best ROI from them."

These days, OEMs are facing strategic choices that may have very long-term implications for the health of their businesses.
"The choice OEMs make between defensive and expansive strategies will be driven by how they invest in monitoring capabilities," says Azima DLI's Hurlock. "Some OEMs will develop and have developed proprietary technologies that tend to be especially well-suited to monitoring the machines the OEMs make, and perhaps not as well-suited to monitoring other machines in the balance of the plant. Other OEMs may adopt third-party solutions that are proven on both OEM-sourced machines as well as other balance-of-plant assets. The latter will soon find themselves advising plant staff on optimizing plantwide asset health, their own line of machines included."
"Presently, we are working on a new Cisco Validated Design (CVD) replicable solution for OEMs called “Cisco Connected Machine-as-a-Service,” says Namboodri. "We have several light-house OEM customers we’re working with on similar factory-oriented managed services using the machine as a delivery vehicle for an output – design, build, own, maintain (sometimes operate, but that’s where the remote connectivity comes into play). There’s more to come over the next few years regarding MaaS, as there is ample opportunity in this space."
Honeywell's Winters agrees that the strategy will depend on the OEM's business model. "OEMs that we see – and these are common in mining and process industries – have more of a services-based model where they’re doing 'power by the hour' or performance guarantees and have a much higher motivation to be able to keep the equipment running. Others that are just focused on selling equipment, selling spares – they have less of an interest and there’s less of an incentive to monitor and keep the equipment running because they want to be selling the spares."
Benefits for plant maintenance
Azima DLI's Hurlock suggests that plants will benefit as greater numbers of OEMs commit to offering remote condition monitoring programs and services.
"When OEMs set out to achieve two simple goals, which are (1) eliminating unplanned maintenance, and (2) eliminating unplanned capital spending, a range of knock-on effects follow," Hurlock says. "The first and perhaps most easily measured short-term impact is on costs – the cost of inventory, contractors, employee overtime, spoilage, and the opportunity cost of lost production time are all costs that plants can reduce by eliminating unplanned events. These are easily tracked, measured and rewarded."
Avoiding unplanned capital spending also gives planners the time to source and negotiate prices for major asset replacements, adds Hurlock.
Fluke's Gardner also sees a connection between the OEM's machine knowledge and the plant manager's uptime goals. Because OEMs own the asset's design, he says, "They have just a bit more intimacy as to why an asset behaves the way that it does." And if OEMs have performance contracts with users, he adds, "They’ve also got access to a larger pool of assets and therefore have some sort of baseline to compare aberrant behavior to."
"Progressive OEMs see the forest from their specific tree," says Greg Ziegler, business development manager for online systems at SKF (www.skf.com). "What the customer really wants is an overall view of reliability of their equipment at their facility, while continually improving the asset reliability and efficiency."
"If you’re talking to maintenance and operations, they’re very interested in what can you do for me today," says Winters. "What’s the top-priority problem that I have today with my data? There’s less of an interest around the benchmark. I think when the benchmarking comes in, is it’s more around plant design and reliability, the reliability, availability and maintainability (RAM) studies that you do up front, or what equipment should I be selecting, what’s the most reliable?"
Cisco's Namboodri says that tangible business benefits are within reach for plant teams that deploy remote monitoring and diagnostics solutions architected for manufacturing plants to enhance performance of their machines. "Depending on the OEM, this takes on more-advanced predictive maintenance capabilities tied to condition monitoring and/or management by exception with alarms and events to trigger workflows (with collaboration) administered remotely," he says. For example:
- Harley-Davidson's York Manufacturing Facility reduced model new product introduction (NPI) from more than a year to 1.5 weeks while increasing OEE by 7%-12%.
- Comau, a supplier and partner for most global automakers, reduced machine lifecycle end-user total cost of ownership by 30% by leveraging secure remote access, diagnostics, and maintenance
"These were achieved as a result of remote monitoring and collaboration, where SMEs are beamed in to troubleshoot and accelerate time to repair (TTR) and NPI ramp-up without the delays and costs of travel," says Namboodri.
"The toughest thing, if you think it through – you’re one plant," says Fluke's Gardner. "You only have a certain number of machines on your plant floor, and by definition, can only have a certain amount of experience as to what the flaws look like when they show up. If you are able to share the data that you collect from third parties, you might find a consultant who spent a lot of time working on this specific model of machine. Likewise, the OEM has design basis information, and they can help you understand what the problem might be. You’ve got a lifeline. You’ve got somebody else that you can talk to that has a certain level of expertise."
"What’s interesting to me is some of the customers aren’t familiar with these technologies like we’re using today and even with Lync to be able to remote in and actually converse with a person," says Winters. "Honeywell offers with our Experion control system what we call a Collaboration Station, which now allows remote access from somebody at a remote location to actually see what the operator is seeing on the control room displays."
Hurlock adds that collected CM data "is easily replicated to Azima DLI-hosted databases to which Azima DLI analysts, who may be located anywhere in the world, have exclusive access." Analysts then can make diagnostic results and recommendations available via a Web portal, he says.
Hurlock also cites less-tangible but equally important long-term avoided costs that relate to workplace safety and data security. "Eliminating unplanned events may result in a more stable, productive environment, where employees have a sense of control that reduces turnover," he says.
What is it good for?
When plant teams engage with OEMs for condition monitoring services, what types of approaches and technologies are being considered?
"It's a variety," says Mike Boudreaux, director of remote asset monitoring and analytics at Emerson Process Management (www.emersonprocess.com). "We have some customers who are using Emerson’s remote monitoring services whenever they first are introducing a new technology or a new way of working in their operation. Maybe it's a new facility, or they're just getting started in condition-based monitoring and maintenance and they don't have the expertise in-house. We provide a monitoring service where we also coach someone locally so they can come up to speed and learn from the services that we're providing. When they encounter a more-complex problem where they aren't sure what they're seeing, our analysts provide a second opinion through our support service."
"Fluke is vendor agnostic when it comes to OEM equipment," says Gardner, "and Fluke Connect is our first software as a service (SaaS) offering. It provides the ability for the end user to enter the type of equipment they’re taking measurements against; store measurements of vibration, temperature, thermography against that machine; and then compare it to other similar machines inside of their fleet."
In general, says Honeywell's Winters, "We’re seeing both the addition of what I would call the sensing technology by the addition of sensors as well as the use of algorithms to be able to monitor that data coming in. The challenge you have with adding sensors is what do you do with that data? You're able to have smarter algorithms do the advanced analytics to be able to monitor that data."
"For Azima DLI, vibration is especially well-suited to OEM or other third-party-enabled condition monitoring," says Hurlock. "Entry-level technicians are easily trained to take consistent, high-quality data using fault-tolerant products, processes, and software. Azima DLI analysts are assisted by a proprietary software program called ExpertALERT that screens vibration data on arrival and brings detected faults to the immediate attention of an experienced professional for review. Other technologies like thermography and oil analysis may eventually lend themselves to similarly large-scale collection and analysis, but technology for doing so does not exist today. In addition, other technologies tend not to be as dispositive and predictive as vibration, which may explain the tendency of new PdM programs to focus on implementing vibration analysis first."
"I suppose it depends on the equipment and physical makeup," says Namboodri. "With rotary equipment, for example, GE acquired some pretty sophisticated CM technology in Bentley-Nevada that is readily used by OEMs to provide in-situ condition monitoring and services."
"The struggles many of our customers or OEM's customers have is that the expertise is not available where or when they need it," says Ziegler. "Today, remote services like SKF's Machinery Health Reporting Program are perhaps evolutionary, as we have been supporting customers via phone, fax, email or remote link for years. What is revolutionary is that we are now thinking in ways to deliver these services through next-generation products that are in development."
T.J. Garten, electrical expert for Allied Reliability Group (www.alliedreliabilitygroup.com), says, "The value of installing at the OEM level is gained around space usage, ease of field-collection deployment, reduced field personnel access risk potentials, and potential integration into PLC and remote monitoring systems." He specifies that motor current signature analysis (MCSA) can be embedded into OEM machinery for monitoring of circuits that include VFDs to enable early identification of power quality issues, VFD internal part failures, motor-related failures (such as rotor bar and winding shorts), and powertrain and operational variances. Garten adds that power quality monitoring systems have been used in OEM machinery such as chillers and compressors to monitor and detect conditions that will result in correlative component and part damage locally and in power distribution upstream systems.
"For the machine categories, I would point to reciprocating compressors," says Fluke's Gardner. "Those are particularly thorny beasts. There are a lot of service contracts on reciprocating compressors, specifically because they require a higher level of expertise compared to, say, a centrifugal pump."
Brian Blum, CTS optimization marketing for Atlas Copco (www.atlascopco.us), says, "Knowing exactly how the (compressed air) system is performing makes identifying improvements much easier, giving the plant teams insights that before needed a system audit to pinpoint. Daily walks to the compressor room to check running hours and controller information are no longer needed since the information from the machine is sent to the customer's PC. PMs can be accurately tracked, which could lead to reduced visits if previously on a reactive or varying schedule."
Playing well with others
One concern occasionally raised by OEMs is discomfort with the possibility of having their machine data benchmarked against other vendors' machines.
To Azima DLI's Hurlock, this concern will be short-lived. "Machine health monitoring is becoming ever more cost-efficient and effective," he says. "All but the smallest, least-critical assets in a plant are bound to be monitored whether OEMs make the commitment to do so or not. The only way OEMs can realistically expect data about their machines to remain siloed is by pre-empting third parties, including their customer, from performing the monitoring themselves."
"I absolutely see where this is a concern for customers," says Atlas Copco's Blum. "I approach them with the explanation that the benefit of being able to utilize this data outweighs the concern that it is being used to track company performance. While this has been a question for some OEMs, it has not led to many customers not approving a remote monitoring program installation."
"Manufacturers need to move beyond this concern to leverage the power of non-siloed data sources," argues Meridium's Renick. "There is tremendous value in larger sets of (anonymized) data that helps organizations understand the reliability of their assets on a plant basis, on a site with multiple plants, on an enterprise or global scale, and against global industry averages."
"There’s enough performance information that is gathered via customer user groups and even less formal B2B social avenues that I would say that benchmarking data is readily available now to just about any user," adds Cisco's Namboordi. "OEM machine builders have always had to compete on unique and sustainable differentiation in performance primarily in quality, throughput, and availability. The user is empowered with readily accessible knowledge. It’s a buyers’ market, and I don’t believe there’s much room these days for arbitrage by the OEM or their third-party brokers."
There's also the question of the relationship between the OEMs and a third-party services offering, where the third party takes an active role to both co-exist and collaborate with the OEM and deliver new value to plants.
"We see more and more the trend where companies do not have the vibration expertise, or they might not have the IT expertise in-house," says SKF's Ziegler. "In either case we can host the data (and/or perform the analysis) or the plant vibration analysis expert logs on our server, and can manage the data if the customer chooses."
"One of the things that Honeywell provides that the OEMs don’t necessarily provide is what I would call 'cross-fleet monitoring' across various assets," says Winters. "I see many cases in the process industry where there’s a mixed fleet of compressors and gas turbines, and that’s where an OEM solution doesn’t necessarily always fit, so you need a technology component that will apply to all of the various equipment types that you’re employing. What we provide is the base level of access to the information for customers to be able to make decisions and do the base level monitoring that they need. They can contact the OEM if there’s a problem that they can’t troubleshoot or diagnose. We see that synergy and relationship between the technology that supports the remote monitoring and remote collaboration, and the OEM's role."
"What’s happening now is you’re able to do that on less and less expensive equipment," says Gardner. "It used to be that the economic value was only there for the extraordinarily high-end equipment. When you can share rich data rather than just a verbal description of what’s happening, that’s a pretty big deal. It takes a lot of friction out of the process of getting experts to get their eyes on the data of the machine."
Adds Namboordi: "I'd be concerned if I were working for an OEM who was not looking to make their machines Internet-ready for easier integration and upside revenue opportunities through proactive services post-sales over the lifecycle of the machine! They will be left behind."