Gain scheduling: What is it and how is it implemented?
By Bob Rice, Vice President of Engineering at Control Station, Inc.
While the PID controller operates in a linear fashion, many production processes are nonlinear, and regulating their operation is not so straightforward. Think of common production processes such as flow and temperature. The nonlinear behavior of these generally is revealed as the process transitions from one operating range to another. For a given change in controller output, the process variable responds disproportionately when operated at one level of production versus another. If the process’s range of operation is extensive, then a single set of controller tuning parameters will typically struggle to regulate the process effectively. After all, the PID does have its limits.
Gain scheduling is a common approach for improving the control of a nonlinear process. It involves the application of different controller tuning parameters as a process transitions from one operating range to another. In this way, the controller gain and time constant can be more closely aligned with the process’s nonlinear dynamics.
If you’re operating a nonlinear process and considering options to improve control, then the following basics of gain scheduling would be good to keep in mind:
- Operating range: Modern controllers are sophisticated devices, and most are capable of performing advanced control functions such as gain scheduling. A lookup table is commonly used by a PLC or a DCS to register the different PID tuning parameters that correspond with a process’s typical operating ranges. Examples are the ControlLogix FGEN and the Unity LOOKUP_TABLE1. These perform a linear interpolation function that incrementally adjusts tuning parameters as a process steadily moves from one range of operation to the next. Some DCS platforms such as Emerson DeltaV and Honeywell Experion include tools to automatically adjust PID settings based on either operating range or error.
- Testing requirements: To populate a controller’s lookup table, it’s necessary to conduct tests at different ranges within a process’s design level of operation and to calculate the associated tuning parameters. Basic methods for PID controller tuning, whether manual or facilitated by software, should be applied. Tests will produce values for the process’s gain, time constant, and dead time; these can then be converted into parameters suitable for use with the controller.
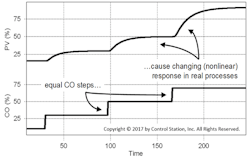
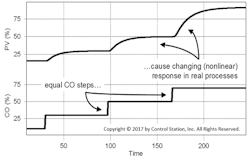
Figure 1 – Even though the three steps in controller output (CO) are identical in size, the process variable (PV) can be seen to respond differently to each one. This is the behavior of a nonlinear process.
- Common Practice: While gain scheduling involves a minimum of two sets of tuning parameters, more often than not three different sets are registered within the control system. That quantity is most frequently applied in industry, as it typically accommodates the nonlinear behavior of an industrial process. That said, the ultimate goal of gain scheduling is to provide more precise control so the number of sets needed is subjective – it depends on the application at hand.
Gain scheduling is an effective approach for overcoming the linear nature of the everyday PID and improving the control of nonlinear production processes. And although the PID may have its limits, innovative approaches such as gain scheduling are a reason why the PID continues to play a dominant role in regulatory control across the process industries.
For more insights into PID controller tuning, see these articles:
How Do I Calculate Gain? What Is the Difference Between Process Gain and Controller Gain?
What is the Process Time Constant? How Do I Calculate the Time Constant of A Process?
How Do I Calculate Dead Time?
How Do I Perform an Effective Bump Test?
About the Author
Alexis Gajewski
Senior Content Strategist
Alexis Gajewski has over 15 years of experience in the maintenance, reliability, operations, and manufacturing space. She joined Plant Services in 2008 and works to bring readers the news, insight, and information they need to make the right decisions for their plants. Alexis also authors “The Lighter Side of Manufacturing,” a blog that highlights the fun and innovative advances in the industrial sector.