Smart instruments provide accurate, real-time data for asset management software

Asset management software (AMS) has become more powerful than ever for improving predictive, condition-based, or reliability-centered maintenance. It can also extend the reach of computerized maintenance management systems (CMMS). The latest packages can analyze fluctuations and trends, alerting operators to problems before they happen.
|
View more content on PlantServices.com |
But even the best AMS will be worthless without the accurate, real-time data provided by smart instruments. This article examines recent developments in instrumentation, as well as HART and fieldbus interfaces that can help you get the most from today's AMS programs.
The changing face of maintenance
As smart instruments and AMS continue to transform plant maintenance, the days of reactive maintenance programs are clearly numbered. Even preventive maintenance, where work is performed whether it's needed or not, is proving to be wasteful.
According to recent studies by Fisher Controls and Honeywell, up to 75% of valve repairs are unnecessary. At $2,000 to $3,000 per valve, per year, that's a lot of drain for any large manufacturing plant.
Preventive maintenance (PM) sometimes causes problems because it can introduce infant mortality into what was once a perfectly functioning device. In other words, it was working fine until you fixed it.
Reactive maintenance is worse. When a system fails, it often takes the process down with it. Maintenance personnel have to scurry to fix or replace a flowmeter, valve, pump, or loop controller. Meanwhile, operations people and plant management stand around, watch the clock, frown at the revenue being lost every minute the line is down and think dark thoughts about the competence of their maintenance crew.
It should come as no surprise that the hot topics among maintenance folk today are RCM, predictive maintenance and condition-based maintenance. Today's AMS programs enlist smart field instrumentation, sensors, diagnostic instruments and software to detect small problems before they become big problems.
The theory behind all this new technology is that most field devicesmotors, valves, pumps, flowmeters and so oncan provide some warning that a failure is imminent. Motors draw too much power, actuators use too much air, valves stick, pumps vibrate and flowmeters clog. Smart instruments can detect the symptoms.
Here's a perfect example: "One of my clients has several hydrolyzers that operate at 535 F at about 905 psig," says John Ross, control engineer for Lockwood Greene Engineers, an E&C firm in Spartanburg, S.C. "The bottom products, water and glycerin, are let down with a single control valve which, as you might expect, takes a beating. The valves would often fail catastrophically even though they were being totally rebuilt during annual scheduled shutdowns."
Ross is describing a typical PM scenario, where valves are rebuilt whether they need it or not, and then fail anyway. "I recommended the company install 'smart' positioners, and log the performance data sent back on HART. They are now able to predict an impending failure and switch valves before the suspect valve body is damaged."
This practice is transforming the face of maintenance: using smart instruments to gather data about equipment, feeding that data to maintenance software that can find pending problems and fixing systems before they break.
HART and fieldbus
You may already have hundreds of smart instruments in your plant. HART has been around for 10 years, and nearly every valve, positioner, flowmeter and 4-20 mA transmitter you've installed since then probably has a HART interface. If you have commissioned a field instrument with a handheld device, you probably used a HART programmer. In that case, you already have much of what you need to do condition-based maintenance.
Wade Howarth, automation manager at Cargill Health and Food Technologies, Eddyville, Iowa, has 3,000 instruments at his plant, and 1,500 of them have HART interfaces. "We installed an AMS from Emerson Process Management, and immediately discovered problems on 30 valves," says Howarth. "Problems included air leaks, crimped air lines, feedback linkages and liquids in the termination blocks. We found out why we had such excessive nitrogen costs."
In case you are not familiar with HART, here's a quick summary: a HART transmitter imposes a digital signal on its 4-20 mA process output. The digital signal contains a host of information about the field device, such as status, alarms, signal strength, diagnostic information and data quality. Devices such as valve positioners can provide data related to valve hunting, stiction and wear.
Gaining access to the information contained in a HART device is easy. If you have a modern process control system (i.e. one that was installed in the past 10 years) it may already have HART software. If not, the vendor probably has it by now, and you can install it. The vendor probably also has the software you'll need to analyze the HART data and look for problems.
If your control vendor can't help, you can still obtain the information easily. Because the digital information is riding on the 4-20 mA signal, you can extract it with a HART modem or multiplexer, and read it into any PC. Hardware and software for using HART information is readily availablesee www.hartcomm.org for more information.
Fieldbus is not as widely used as HART, but it is coming on strong, particularly in new plants. Fieldbus can be considerably more expensive than HART, but it has more capabilities, particularly in equipment diagnostics.
John Schanke, product manager of field instrument marketing at Honeywell (www.honeywell.com), says that a Honeywell valve positioner with fieldbus can identify these conditions:
- Broken linkage
- Instrument air linkage fault
- Loose linkage or mounting
- Mechanical binding
- Low air supply
- Valve blockage
- Valve or actuator air leak
- Bad positioner
"Not only can these faults be monitored, but an asset management system can monitor and detect wear that ultimately will cause the valve to stick or bind," he says. How does it do that? For example, "Through continuous monitoring, the asset management system is already aware that the supply pressure is OK and the position deviation deadband is OK, but there is excessive effort; that is, the effort it takes to move the valve has increased." The asset management software will advise the operator (Figure 1), then ask the person responsible for valve maintenance to run a few tests to further isolate the problem.
Seizure averted
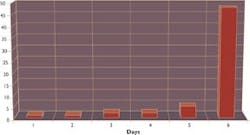

Figure 1: Asset management software can detect the presence of a problem, even when the valve appears to be operating normally. Here, it detected excessive effort required to move the valve due to stem galling, and issued an alert to the operator. Further tests by maintenance isolated the problem long before the valve stem seized. Source: Honeywell
In some cases, a transmitter may have both HART and fieldbus, and you can get the information you need from either interface. "Siemens pressure transmitters have a complete set of diagnostics that are available to the host control system," says Louis DiNapoli, product manager, Siemens (www.siemens.com). "In a 4-20 mA transmitter, these diagnostics are stored in registers in the transmitter, and available as HART variables. In a digital Profibus transmitter, this information is available as part of the Profibus word."
Extracting data
Getting HART and fieldbus data is not the problem. What do you do with it once you have it? "A lack of standard interfaces has made the connection of smart instruments to MRO and asset management systems more difficult," says Charlie Piper, product manager at Foxboro (www.foxboro.com). "Smart instrumentation and device standards, such as HART, Foundation fieldbus, Profibus, and DeviceNet, specify how the device connects to the system, but they do not specify how a diagnostic system connects to an MRO or asset management system."
"The interface used by many asset management software applications is a plant historian," he explains. "Although the plant historian often stores the primary measurements of the devices, it does not typically store diagnostic information. While plant historians often organize points of data by tag number, they do not enable structuring of data in a hierarchical fashion by device, with grouping of multiple parameters of information within that device."
So, while a plant historian can easily obtain data from HART and fieldbus, it doesn't always get the maintenance and diagnostic data. Unless you tell it to, of course.
Fact is, all plant historians use a database. Asset management, CMMS, and other AMS also use databases. If they all use the same kind of database, there should be no problem, and all the process control or data acquisition software has to do is put maintenance and diagnostic data into the correct database in the correct format.
Open solutions are becoming available that accomplish just that. For example, ValeoSoft, an asset management and maintenance software supplier (www.valeosoft.com), recently partnered up with InduSoft (www.indusoft.com), a supplier of HMI/SCADA software. By installing InduSoft's WebStudio software on a PC that has access to a plant's I/O, network and plant historian, ValeoSoft's programs can obtain all the real-time and historical data they need to crunch numbers.
Similar agreements exist among other suppliers. Check with your software suppliers (HMI/SCADA, process historians, distributed control systems, PLCs, asset management, CMMS, diagnostics, etc.) to see if there are any common databases among them. It is likely that you will be able to read HART or fieldbus data with a single program accessing a database that is compatible with all your software. If not, finding such compatibility is not an insurmountable problem in these days of open systems.
Dealing with diagnostic devices
HART and fieldbus reach many process instruments, but can't help when it comes to diagnosing motors, pumps, rotating machinery, and complex systems. Smart sensors and handheld instrumentation are available, however, to perform diagnostics on such equipment.
In some cases, the interface between smart instrumentation and AM software is easy. For example, if you use Emerson's portable CSI Model 2130 vibration analyzer (Figure 2) to diagnose machinery problems, it interfaces directly to Emerson's Machinery Health Manager software in its AMS Suite. The AMS Suite combines asset health data from rotating machinery, field devices, valves, and other process equipment.
Direct connection

Figure 2: Vibration monitoring hardware can plug right in, but only if your software can handle the data. Most maintenance management software can't deal directly with spectrum analysis data. Source: Emerson Process Management
Drew Mackley, Software Marketing Manager at Emerson, says the output from a sophisticated vibration analyzer can't just plug into any old AMS package. "Most maintenance software packages are not set up to accept spectrum analysis data," says Mackley. "The software must be able to accept the data, and it has to know what to do with it."
In other words, after you buy a $20,000 portable vibration analyzer, you may have to buy $12,000 worth of specialized software to interpret its data.
Mark Curatolo, PR manager at Syclo (www.syclo.com), says interfacing is easier if you stick to name brands. "Problems vary greatly according to the diagnostic software and the CMMS," he says. "The leading CMMS software, such as MRO's MAXIMO and Datastream 7I, connect with the leading diagnostic and control systems, such as A-B, Rockwell, and Honeywell." If not, Curatolo says most major AM software makers have interface software modules and offer professional services that will hook you up.
Syclo makes mobile and handheld systems that are used to capture data in the field, so it must make its devices compatible with AM software, or it would go out of business. "Our server-based software is easy to integrate with any number of backend systems including CMMS and diagnostic reporting software."
In other cases, however, the interface is not as simple, especially if you have an older AMS package. Old maintenance management software systems may rely on manually entered data, which works well if you have only a few machines to track. But once you start monitoring hundreds of devices, manual entry methods quickly become unworkable.
"Five years ago, we started with breakdown lists," says Marc Cleeren, an engineer in the industrial engineering div. of Fiat New Holland, Antwerp, Belgium. "The breakdowns were listed on a spreadsheet, and summarized every week." This worked for the first few years, but then the company installed many new machines, and it became impossible to keep up the manual system.
"Moreover, the data are always too late," laments Cleeren. "One should be able to intervene immediately, as soon as the problem occurs." Fiat changed to a Scoope AM system from ABB (www.us.abb.com), and now takes breakdown information from PLCs attached to the machines.
Older CMMS, asset management and MRO software may simply be unable to handle smart instrumentation. The programs were never intended to work in real time; instead, like accounting systems, they work offline, using data that has been carefully prepared and entered according to their particular formats. If that's the case, you may want to consider upgrading to more modern maintenance software.
IEEE to the rescue
Michael Sedlak, product manager at National Instruments (www.ni.com), says TEDS (Transducer Electronic Data Sheet, as defined in the IEEE P1451.4 standard) is designed to help interface smart sensors. "A system supporting IEEE P1451.4 gains plug-and-play features of the sensor, including automatic uploading of all sensor information, automatic setup of measurement system software and hardware, and automatic use of calibration information stored in the sensor," he explains.
"LabVIEW software is now able to take advantage of TEDS technology," he says. The vibration instrument pictured in Figure 3 interfaces to LabVIEW via TEDS. And once LabVIEW obtains the data, it can then provide it to AM software.
Detecting bad vibes

Figure 3: Smart vibration instrumentation is being used to diagnose this 3,000 hp induction motor. Data from the vibration monitor is acquired by a PC running analysis software, which makes the information available to MRO and asset management systems. Source: National Instruments
"National Instruments maintains a database of sensor information that enables engineers to connect to legacy sensors without TEDS technology built-in and still automatically configure the measurement though LabVIEW. By simply connecting the sensor to measurement hardware, technicians and operators eliminate the need to manually enter configuration data."
Other diagnostic instruments produce data that can be input into a spreadsheet or a PC database. The MotorMiser from PowerWise (www.motormiser.com) connects to its PC software via a USB port, Firewire, RS-232, Ethernet or a Bluetooth wireless network. The MotorMiser monitors all parameters of a motor and mains supply, logs the hours a motor runs and sounds an alarm when a motor exceeds the limits on any monitored parameter. Once the data gets into a modern PC, it can be put in any database.
AM software vendors are aware of the problem, too, and allow for inputs from condition monitoring equipment. "Our TabWare CMMS/asset management software has a predictive maintenance interface that accepts data from condition monitoring systems," says William Russell, director of marketing at AssetPoint (www.assetpoint.com). "When alarms are triggered, this data is sent into TabWare to create a work order that will address the issue."
AssetPoint also has a mobile version called TabAnyWare, which lets field technicians and others performing work remotely have instant access to the data they need. "Through synchronization or RF technology, information can be exchanged between TabWare and the remotely performed work, enabling the system to always be up to date," says Russell.
Worth the trouble?
Is predictive maintenance based on condition monitoring from smart instruments worth all the trouble you'll have to go through finding interfaces? Adelaide Brighton Cement, Port Adelaide, Australia, thinks so.
The company started by contracting its basic predictive maintenance program to a third party, then decided it cost too much. Today, it uses Rockwell's Entek vibration analysis hardware and software, but uses its own personnel to run the program. This saves the company $30,000 per year and makes the engineers heroes in their own plant.
"Using predictive maintenance, we now resolve six to 10 potentially critical situations a year that would have otherwise caused the kiln to shut down," says Mark Carlstrom, condition monitoring supervisor. "We know our predictive maintenance program is a success, because people in all production areas are constantly asking us to monitor pieces of machinery."