Experimental modal analysis (EMA) and operating deflection shape (ODS) analysis have been used for many years to solve vibration problems. Today’s compact, lightweight data collection hardware coupled with efficient modeling software allows analysts to gather large amounts of data and accurately model complex deflection patterns. These dynamic models provide a visual representation of structural motion that analysts use to modify a structure to control vibration and improve its reliability.
Here is how EMA and ODS analysis were used to better understand the dynamics of two specific machinery problems that were difficult to visualize using standard vibration analysis techniques. You’ll see how building accurate and detailed models helped to fully capture complex dynamic activity and was used to determine proper corrective actions.
Structural deficiencies cause machinery failures
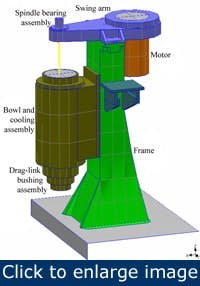
Figure 1. The computer model of the vertical centrifuge.
In the first case, a pharmaceutical firm’s fleet of vertical centrifuges (Figure 1) had maintenance costs in excess of $500,000 per year because of mechanical failures. The components involved are:
- A vertical box frame with a swing-arm assembly bolted to it.
- A centrifuge bowl (15,700 rpm) inside a cooling assembly barrel; the bowl is suspended from a spindle shaft. The spindle shaft rides in bearings mounted on top of the swing-arm. A stub shaft on the bottom of the bowl extends into a flexibly mounted guide bushing.
- A drag-link and bushing assembly limits bowl deflection. The bushing is a small ring of glass-like material retained in the drag-link assembly.
- A motor mounted beneath the swing-arm drives the spindle via a flexible belt; the belt assembly is located on top of the swing-arm (belt drive not shown).
Pareto analysis indicated that spindle and bushing failures formed a significant part of the maintenance costs. Also, the frame’s flat panel sections kept cracking. Understanding the machinery dynamics required an initial study that measured frame, swing arm and cooling assembly vibration. We also used laser vibrometers to measure bowl deflection. Several observations arose from that testing:
- Moderate wear on the drag bushing (0.015 in. oversize) allowed excessive bowl deflection and chaotic bowl vibration, eventually resulting in spindle damage as the spindle contacted the swing arm bushing during startup and shut down.
- Variations in the frame mounting and hold-down bolt torque produced noticeable vibration changes.
- The dominant vibration component occurred at 2,100 cpm, suggesting the source was a structural mode.
- Swing-arm vibration correlated loosely with bowl vibration.
Based on the testing, the plant modified its operational procedures and replaced the bushings more frequently to keep clearances tighter. Other changes included better maintenance procedures to minimize soft-foot and frame strain, along with operational changes around bowl handling, swing-arm tightness, belt tension and drag-link maintenance.
These relatively simple changes reduced monthly maintenance expenditures nearly 50% within a few months. But, as time went on, there were diminishing returns. It was apparent that other reliability problems had yet to be identified.
We then explored structural vibration looking for problematic vibratory modes using EMA on a spare centrifuge combined with ODS testing of several units in the production area.
Shop testing
Modal testing on the spare unit developed and fine-tuned the model, optimized the data and captured the detail necessary for accurate results. This was important because any testing in the production area would be at temperatures below 35°F, where working conditions wouldn’t be as favorable.
The model shown in Figure 1 was constructed using 150 test points (degrees of freedom or DOFs). These captured the structure’s global bending and twisting modes and any localized modes of individual components and frame plate sections.
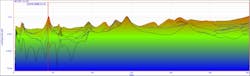
Figure 2. Shop modal test overlay of 435 FRFs 300 Hz frequency span) showed several structural modes in the operating speed range.
A control study established baseline responses. In preparation for the test, the frame was mounted, the soft-foot at each corner was reduced to below 0.005 in. through shim adjustment and hold-down bolts were equally torqued. The bowl was filled with weights to simulate the product mass.
After establishing driving (reference) points, a force hammer and tri-axial accelerometer captured single input, multiple output (SIMO) data to generate frequency response functions (FRFs) at the selected DOFs. The FRF is a complex ratio of the output and input signal as a function of frequency; measured in g’s/lbf for impact testing.
{pb}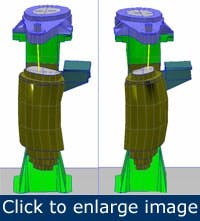
Figure 3. Shop modal test showing the 43-Hz torsional frame mode that lead to spindle damage.
The control test revealed several significant structural modes in the operating speed range (Figure 2). These included an 11-Hz frame cantilever rocking mode, a pronounced 43-Hz torsional mode around the vertical axis and several combined bending/torsional modes at higher frequencies.
Figure 3 shows the 43-Hz torsional mode front-view. From above, the swing-arm pivoted around the vertical (Z) axis very near the center of the frame, with significant lateral movement at the spindle bearing. This mode would increase the likelihood of contact between the spindle and its bushing. The contact contributed to the known failure mode characterized by surface galling defects from frame bushing contact that caused spindle failure.
Additional tests were then performed with soft-foot and hold-down bolt torque variations to gain better understanding of how mounting variations affected the structural responses. Overall, we noted that the mode shapes and frequencies changed somewhat, but that the fundamental bending and torsional frame modes remained.
Production area testing
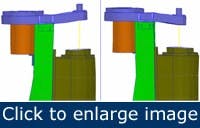
Figure 4. A 203-Hz bending mode caused large vertical swing-arm deflection at the spindle bearing.
We chose a reliable centrifuge as a control unit for production-area ODS testing, using a roving tri-axial and a stationary reference accelerometer. We collected cross-spectral data from a majority of the DOFs used in the impact testing. The testing revealed several significant bending and torsional modes:
- The bowl operating-speed response (262 Hz) produced lateral spindle bearing deflection.
- Distinct modal side-bands occurred at ±60 Hz centered around 262 Hz. These sidebands are analogous to sideband activity in gearbox vibration, where the sideband frequency helps identify an underlying cause.
- The 203-Hz bending mode caused large vertical swing-arm deflection at the spindle bearing (Figure 4).
- A torsional frame mode at 178 Hz caused lateral spindle motion, similar to that in the shop model.
- The lowest mode at motor speed (60 Hz) showed front-to-rear frame rocking and upper frame torsion.

Figure 5. A comparison of cross-spectral data showed that unreliable centrifuges had a much broader array of mode activity, and the relative responses at most frequencies were considerably higher.
We then performed ODS testing on two unreliable centrifuges. Both machines had numerous spindle and drag bushing failures throughout the previous year. The data showed fundamental frequencies at 60, 178, 203 and 262 Hz, but with greater swing arm motion. We saw motor-related 60-Hz sidebands around the structural modes frequencies of 178 and 262 Hz. Figure 5 is a comparison of the cross-spectral data from the three machines. The unreliable centrifuges showed a much broader array of modal activity, and the relative responses at most frequencies were considerably higher.
Overall, the data from the shop and production areas showed primary bending and torsional modes that aggravate spindle shaft deflection. That increases the likelihood of damage through contact with the frame bushing. More localized modes that contributed to the overall vibration were present on the swing arm, motor mount and side panels. Without the benefit of modal analysis, these dynamics wouldn’t have been revealed and reliability would continue to suffer.
The plant is now investigating several alternatives to increase the lateral and torsional frame stiffness and swing arm bending stiffness.
{pb}High-pressure air blowers
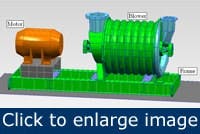
Figure 6. Computer model of the air blower.
A pair of 60-Hz motor-driven, skid-mounted air blowers (Figure 6) at a power plant had proven troublesome since plant startup during the early 1990s. Blower #1 always was sensitive to minor alignment changes, balance condition and frame soft-foot. Efforts to shim, precision level and anchor the frame provided only marginal improvement.
Although the units are rated at just 150 hp, they supply boiler combustion air and are considered critical equipment. The loss of blower air results in a boiler and turbine-generator shutdown and the loss of 140 MW electrical generation revenues for the plant.
Blower #1 was rebuilt in 2008, but vibration levels at operating speed (59.7 Hz) exceeded 1 in/sec, and the unit was placed in emergency standby until the problem could be resolved. Transient speed vibration analysis revealed several structural resonances, with one occurring directly at operating speed. We used a modal analysis of the unit to determine how the frame could be best modified to alter the resonance and reduce the unit’s sensitivity.
After constructing the model, we identified the resonances and their mode shape through impact testing. We were mainly interested in determining the mode shape of the resonance that coincided with the operating speed, as that was the most troublesome vibration frequency. However, background noise from the adjacent Blower #2 made the FRF data at 59.7 Hz too noisy to be useful, despite averaging of multiple FRFs. The data outside of the operating speed range showed more typical modal activity.
Because the two units both operate at 59.7 Hz, it stood to reason that the background vibration from Blower #2 could be used as an excitation source for Blower #1.
Because there was sufficient vibration present on Blower #1, the background vibration would serve as a “shaker” tuned at precisely the frequency needed to provide the excitation for what we called the non-operating ODS. A roving triaxial and a stationary reference accelerometer provided the cross-spectral data from 117 DOFs on the frame, motor and blower.
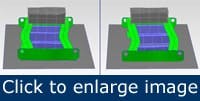
Figure 7. Blower frame showing the 59.7 Hz (operating frequency) lateral mode shape.
The non-operating ODS data in Figure 7 indicated the frame was subject to a significant lateral (horizontal) resonance at 59.7 Hz, causing it to flex in an S shape. This lateral resonance and mode shape clearly explained the vibration sensitivity of Blower #1 to any changes in alignment, frame position and balance quality. With the resonance being coincident with operating speed, any changes in these variables directly affected the unit’s 1X vibration response in a non-linear manner.
To correct this situation, 1 in. thick baseplates were installed beneath the motor and blower. The blower baseplate, 30.5 in. wide by 88 in. long, added 740 pounds to the structure. It eliminated the resonance and the added mass decreased the blower’s background vibration, which decreased false brinnelling of the rolling element bearings that was occasionally noted in the past.
These two cases were difficult to solve using typical vibration analysis techniques. Modal and ODS analysis provided excellent insight into the machinery dynamics and helped solve some perplexing reliability problems. Some important points are worth remembering:
- Construct an accurate model with sufficient complexity to depict both global and local modes accurately.
- Control tests performed on reliable machinery can serve as baselines for comparison with unreliable machines.
- ODS analysis shows deflection shapes at operating speed and can be used to manage 1X vibration.
- Modal analysis shows the resonances and deflection shapes of interest.
- Excessive vibration from resonances near running speed, or those excited during transient speed operation, can reduce reliability. Modal analysis can be used to determine corrective actions.
Stanley R. Bognatz, P.E., is president of M&B Engineered Solutions, Inc. in Carbondale, Pa. Contact him at [email protected] and (570) 282-4947.