3 elements of an asset integrity management review
In brief:
- Companies are increasingly operating assets beyond their original design lives instead of building a new plant and investing in new assets.
- Three main elements of an integrity management review involve the reliability and integrity of the assets; the effectiveness of the systems and procedures that are in place to control operation and maintenance; and the knowledge and competence of the workforce who’s managing and maintaining the assets.
- The asset strategy must define the requirements to be placed on the assets to support the business strategy. It’s implemented by a range of policies covering process safety, maintenance and inspection, renewal and competence.
- The three stages of an engagement are understanding the business strategy and asset management strategy and to undertake a high-level health check or gap analysis; the assessing and planning asset life with a four- or five-month study; and implementation, in which improvements are introduced to put the company on a better footing with respect to integrity, reliability and sustainability.
Many assets around the world are operating beyond their nominal design lives. The owners of such facilities face a common challenge: namely, how to maintain production capability in a cost-effective way while preserving the integrity of those assets.
A significant element of this is the need to develop an effective asset integrity management approach. Implementing asset integrity management requires that all the aspects of operations essential to safety and integrity are properly designed, constructed, tested, operated, inspected and maintained in a sustainable, holistic and systematic way.
The chosen approach must apply not just to the traditional interpretation of asset integrity management, focusing only on mechanical equipment, but also to safety-critical protective systems, electrical, instrumentation and control systems.
Industry dynamics and pressures
Industry, irrespective of the sector, is faced with the challenge of stakeholders’ increasing expectations and relentless economic pressures. This is compounded by the difficulties of managing an aged asset base; many were built and commissioned in the 1980s, 1970s and even the 1960s, and are still operating today.
Also, operating companies are increasingly sweating the assets — that is, operating existing assets beyond the original design life rather than building a new plant and tying up valuable capital. Indeed, many existing plants are now so far beyond their original anticipated operational lifecycle that design margins have been used up.
To try to gauge asset life extension, many companies have introduced initiatives to maintain integrity or improve reliability such as criticality assessments, risk-based inspection (RBI) and reliability-centered maintenance (RCM). However, installations may still suffer from significant unexpected failures and losses of containment. Such incidents include leakage from storage tanks and failure of non-critical pipework, degradation of coating systems and subsequent structural failure, despite an apparently good maintenance and inspection history.
[pullquote]Given such experience, it is not just mechanical systems and equipment that need to be addressed. Deterioration of instrument/electrical equipment and structural elements of the plant can also lead to an unacceptable situation, with damage to the plant, possible injury to personnel and loss of reputation or stakeholder confidence. Even if the condition of the equipment is preserved, obsolescence can affect the useful life of certain types of assets, notably control equipment and machines.
The integrity of the equipment is potentially further compromised by plant modifications and a history of operating excursions outside of the operating envelope. Other life-limiting deterioration can be caused by operating cycles and stresses exceeding the fatigue design life and the cumulative effect of operating for longer periods than assumed in the determination of the creep design life.
The process industries today face further challenges arising from other economic factors. Within the western hemisphere, there has been little significant investment in new plants while reduced refurbishment investments for existing plants has been the norm since the late 1980s. Pressures have been placed on maintenance budgets and resources to cut operation costs. Yet the industry is facing increased expectations from the public, employees and other stakeholders. This is particularly acute in the wake of a number of serious incidents around the world in recent years, which has drawn attention to the importance of continually improving the risk management requirements of hazardous plants.
Operators are increasingly realizing that achieving safety, reliability and plant integrity targets requires a holistic approach to integrity management. They are beginning to realize that safety, integrity and reliability are all linked. In essence, they are all manifestations of a management system that should be operating effectively to manage risk and yet achieve the commercial goals of the business.
Elements of an integrity management strategy
To develop a pragmatic integrity program, it is necessary to take into consideration all the relevant factors and to identify those where the business, site or plant can set clear and realistic targets. This is likely to be different for each company, taking into account such factors as the health, safety and environmental impact of losses of containment; production consequences of credible failure scenarios; design and construction pedigree of the assets; and plant upgrade plans.
Three main elements need to be considered when undertaking any integrity management review and involve the reliability and integrity of the assets themselves, the effectiveness of the systems and procedures that are in place to control operation and maintenance of the assets and the knowledge and competence of the workforce that is managing and maintaining the assets.
Human factors become increasingly important in such a scenario — from management understanding and support, communications across the lifecycle stages, establishment of effective information systems and sufficient understanding of the design and construction features and deterioration mechanisms by all the relevant groups (plant terms and external specialist resources) within the business.
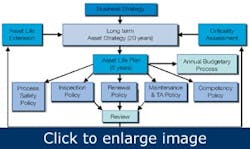
What does the integrity management system actually consist of and what does it look like? Figure 1 shows how an integrity management system can be developed.
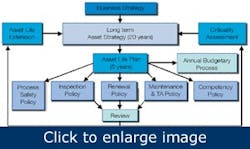
The system hinges on a coherent asset strategy that defines the requirements to be placed on the assets to support the business strategy. The asset strategy is implemented by a range of policies covering process safety, maintenance and inspection, renewal and competence. The main aspects of this strategy include the development of these policies.
- A process safety policy covering the identification of major hazards and measures to eliminate, reduce and mitigate those hazards. This would include a documented design basis for the process, identification of residual risks and definition of risk-reduction measures. It should also define safe operating limits for equipment and how operations are controlled within those limits. The policy should also define how to deal with excursions outside the limits, where equipment integrity may be affected.
- A maintenance policy, which should set out how safety, health, environmental risks and the risks to production are to be monitored and controlled by engineering maintenance activities. This includes defining the optimum balance between on-stream and off-line maintenance, and how preventive maintenance is complemented by turnarounds and overhauls to ensure continued fitness for purpose and integrity for operation. It should also cover the policy for critical spares.
- The inspection policy should address the what (what is to be inspected, types of equipment, specific areas of the equipment), how (how it is to be inspected, on-line vs. off-line, invasive vs. non-invasive techniques) and when. Gathering of data during inspections and storage of that data in a history file is key to addressing the issues of aging and the ability for continued service into the future
- The renewal policy would address the question of when does the equipment come to the end of its life. The key to this question is not about how old the equipment is, but about knowing what condition that equipment is in at the present time and how the condition changes over its operating life. In many cases, the decision to extend the life of equipment is as much an economic and practical decision as it is a technical one. How well are the life-limiting deterioration mechanisms known? What is the impact of equipment obsolescence? Which factors trigger the decision to carry out significant repairs and replacements? This is a particularly pertinent issue for most large-scale process plants, as much effort has been undertaken in recent years to reduce the duration of and extend the period between major planned shutdowns. By using such techniques as RBI and RCM, operations have focused maintenance and inspection activities on minimizing the need for maintenance and inspection work, so maximizing production cycles.
- The competence policy declares how the core competence of the organization is to be maintained: what are the knowledge, skills and experience required for the key personnel, and how that is to be developed to ensure effective organizational competence. It should also cover the competence and availability requirements of external resources, and how their role in maintaining integrity is communicated and assured. The policy should describe how learning from incidents and feedback from audits is used to strengthen integrity management processes.
Each area needs to be robust, supported by procedures, practices and standards. It is further supported by competent resources, effective communication between groups, auditing and management reporting.
Organizational competence
To develop and deliver effective integrity management across the lifecycle requires competence, communications and commitment. If any of these three areas is deficient in any way, integrity management will be compromised. It is not sufficient just to collect data on plant condition, although that is a major task. It is also important to use the data effectively for decision making.
The various groups involved need the necessary competence to carry out their tasks and to understand the need for communication across the organizational divides.
The controlling of information through all stages of the lifecycle and maintaining a history file is vital if we are to make robust decisions relating to the continued safe operation of the plant into the future. The information needs to be clear and concise and be readily accessible. There are many benefits to be realized from the effective implementation of integrity management including:
- Increased equipment availability
- Increased output
- Improved safety and environmental performance
- Optimized maintenance costs
- Statutory and regulatory compliance
Asset lifecycle approach to asset and integrity management
As discussed previously, the asset integrity lifecycle has a number of stages from scope definition (the business case) through demolition and eventual disposal. Each stage is therefore interlinked and must be supported by appropriate procedures, auditing, resources and training.
Safe, reliable and cost-effective operation into the future is dependent on all stages of the lifecycle. In particular, modification to the plant, re-rating of systems and assessments of the current condition to achieve life extension beyond the original intended design life all need to be addressed by going back to the first stages of the asset lifecycle, scope definition and revisiting the original design basis.
The initial stage of any engagement is to understand the enterprise’s business strategy, asset management strategy or concerns and to undertake a high-level health check or gap analysis. This provides the level of understanding needed by the study team in terms of how customers are approaching integrity and asset management, and usually occurs over a few weeks. Discussions with senior management, site tours and individual interviews all help to build a picture of the approach taken by a company, the understanding its staff holds with respect to integrity and the gap (if any) the company needs to close when compared to best practices. This first stage also provides some quick wins and establishes the basis for the second detailed study stage, which is usually a focused asset life assessment and planning study conducted over a four- or five-month period.
Note that the third stage of any integrity program is the implementation stage, where improvements are introduced to put the company on a better footing with respect to integrity, reliability and sustainability. This stage is the responsibility of the customer’s operations and maintenance team.
Case study
A few years ago, there was a major focus on pipework in the United Kingdom. Pipework accounts for the most serious and largest number of loss of containment incidents. Pipework does not generally receive the attention main plant items receive and is often neglected. Maintenance and inspection policies often do not adequately reflect the importance of ensuring integrity against the consequences of loss of containment.
A study carried out by ABB for the United Kingdom’s Health and Safety Executive found that most incidents arose from the cumulative effect of a range of errors and vulnerabilities introduced throughout the lifecycle of the asset through design, construction, operation and maintenance.
Furthermore, the lifecycle for pipework is more fragmented than for any other functional area. Numerous groups, plant teams, suppliers and contractors have a part to play at each stage. Not only are many of these stages often outsourced or implemented by a different organization, but within each stage there are often further specializations of resources, leading to further fragmentation.
A robust management system is required to ensure coordination between each of these stages and that all aspects relating to integrity of the plant have been addressed. Setting up an effective integrity management system requires a structured approach relating to the identification and implementation of improvement initiatives, sharing of experiences with the wider community and learning from past incidents (not just your own company), taking a fresh perspective on significant issues and going through a process of highlighting the vulnerabilities relative to the plant. It is vital that priorities are defined and investment made available to address those priorities.
The issues of fragmentation of the previously discussed pipework lifecycle, and illustrated in the case study, are structural ones to do with the way the industry handles the subject of pipework. Such issues can only be effectively addressed by concerted management effort. It is not surprising, therefore, that many pipework integrity programs fail to deliver sustained benefits.
Many integrity improvement projects regard pipework integrity as purely an in-service inspection exercise, where integrity is the responsibility of the department, or contractor, and, if only they could identify the “magic” inspection technique, all would be well. In these cases, the typical outcome is a mass of inspection data that fails to provide a degree of assurance or a practical improvement plan. In some other cases, the operating company sets up an ambitious project, which attempts to tackle issues on all fronts. However it ends up diluting its efforts and runs out of steam.
Clearly, it is not practical for every company with high-hazard pipework to achieve a 100% target against each benchmark factor in design, construction, maintenance and so on. What is important, however, is to identify the key factors — those that are likely to make the largest impact.
- For existing plants, revalidating or re-engineering the assets to modern standards may not be practical. But what is the real impact of the design and construction standards of the existing pipework on ongoing integrity? And how do such standards affect the engineering of modifications and maintenance activities?
- To what extend do operational practices affect the integrity of pipework?
- What is the real effect of maintenance cost-reduction projects on pipework integrity?
The principles underlined in this pipework example apply to all the asset types and point to the need for a consistent approach.
Cross-industry applicability
Hundreds of studies have been conducted, ranging from individual pieces of equipment through small to medium power plants and gas processing units, offshore installation (top-side) to multi-complex petrochemical plants.
Admittedly, some industries handle more aggressive materials and therefore require certain additional considerations. However, with an approach that lends itself to application across many industries, significant steps can be taken to adopt an asset and integrity management approach that will meet legislative and business needs.
Laza Krstin is principal consultant at ABB and can be reached at [email protected]. David Stanier is principal consultant at ABB and can be reached at [email protected].