In brief:
- A cross-functional team composed of employees from operations, maintenance, engineering, materials management and safety should conduct a criticality analysis to determine how equipment failure would affect customer orders, time to production disruption, employee safety, environment, the ability to isolate the failed equipment, equipment history of mean time between failures (MTBF), PM/PdM history and the overall predictability of failure.
- If a single supplier’s financial status is questionable or if a part is obsolete, buy what’s available and hold the parts in inventory to mitigate that risk of possible equipment failure.
- Parts held in the MRO inventory are an investment that ensures production isn’t interrupted and employee and environment safety aren’t compromised. A typical item held in the average MRO inventory, whether critical or non-critical, has a handling or annual carrying cost of 17% to 25% of the item’s cost.
Several elements are involved in determining the status of repair parts in a maintenance, repair and operations (MRO) supplies inventory. Some parts are essential to production equipment operation in a manufacturing plant, and other parts don’t have such a severe effect on a process. To determine which parts need to be held on site as critical or insurance spares, conduct a criticality analysis of the maintainable assets to rank the probability of effect on the production process or employee safety if the equipment were to fail. In many instances, a criticality analysis reveals that probable failure of the equipment under review would affect employee safety, environment or the ability of the production process to run effectively. When spare parts and equipment assemblies are considered critical, the second phase of the decision process begins.
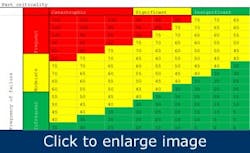
[pullquote]A cross-functional team composed of employees from operations, maintenance, engineering, materials management and safety conducts the first phase of a criticality analysis. The analysis looks at how equipment failure would affect customer orders, time to production disruption, employee safety, environment, the ability to isolate the failed equipment, equipment history of mean time between failures (MTBF), PM/PdM history and the overall predictability of failure. Each of these factors receives a weighted score between zero and 100 that converts into a criticality ranking as shown in Table 1.
Divide the scores into categories that rank failure severity as catastrophic, significant or insignificant. A rating of “catastrophic” indicates a part or assembly is an item that must be held in inventory; it’s a critical part for a critical asset, and it has been identified as a safety compliance issue if it fails. A rating of “significant” indicates the part is for a non-critical asset and probably would fall into the category of a normal MRO consumable item. The “insignificant” rating indicates the part was non-critical and not a safety concern if it failed.
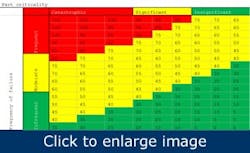
Table 1. Factors receive a weighted score between zero and 100 that converts into a criticality ranking.
Step two
The second phase of a criticality analysis determines whether the item will be held on-site as a part of the MRO inventory or designated as a non-stock, order-on-demand critical spare. Parts held in the MRO inventory are an investment that ensures production isn’t interrupted and employee and environment safety aren’t compromised. Any parts purchased and held as part of the inventory have an ongoing cost associated with their management. A typical item held in the average MRO inventory, whether critical or non-critical, has a handling or annual carrying cost of 17% to 25% of the item’s cost. In five years, the associated carrying cost doubled the part expense. If the item is a rotating spare that hasn’t been under a preventive maintenance program, the part could fail when put in service or not provide the service life of a new part.
A risk analysis that evaluates the lead time from the time the order is placed with the supplier until receipt of the item also is a factor that affects the decision to stock the part. The supplier’s reliability in meeting the expected lead time should also figure into the risk analysis. Suppliers providing critical spare parts should go through a certification process and be under contract to mitigate unexpected lost production time and delayed deliveries.
Some parts can be purchased only from a single supplier. If parts availability is limited to a single supplier, ask about the supplier’s financial status. If there’s a possibility that the supplier could go out of business during a stressed economic environment, the decision might be to buy what’s available and hold the parts in inventory to mitigate that risk. If parts are obsolete or the manufacturer no longer produces the specific parts, the decision might be to purchase the available parts and hold them in inventory as a hedge against possible equipment failure.
Many parts in the average MRO inventory are designated as critical spares because some equipment failed some time ago and somebody was blamed for not having the part when it was needed. The value of the average MRO inventory in the United States is between $8 million and $12 million, and critical spare parts can represent up to 80% of that amount.
Wally Wilson, CMRP, CPIM, is a senior subject matter expert at Life Cycle Engineering in Charleston, South Carolina. Contact him at [email protected] and (843) 744-7110.