How to avoid a catastrophic explosion from dust collection equipment

The Mid-Year Combustible Dust Incident Report Version #1 by Chris Cloney at DustEx Research Ltd., from January through June 2021 lists 28 dust related explosions worldwide, 39 injuries, and eight fatalities. These events could have been avoided with proper evaluation and design.
This article is drawn from the book “Explosion Vented Equipment System Protection Guide.” Part 1 of the book presents practical applications and guidance for engineers, and part 2 covers explosion relief elements and explosion flowing pressure analyses.
Dust collectors
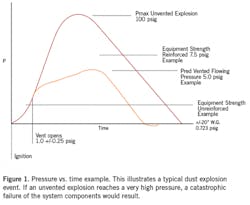
Figure 1 illustrates a typical dust explosion event. An unvented explosion reaches a very high pressure and would result in a catastrophic failure of the system components. The pressure versus time example shows ignition—the start of an explosion. As the pressure rises the explosion vent opens at 1.0 +/-0.25 psig. The pressure continues to rise to the explosion flowing pressure, Pred=5.0 psig, for this example. Most dust collectors are square or rectangular, the poorest design for a pressure vessel. The walls are flat and quite thin. In this example the dust collector has been rated at +/- 20 inches water gauge (0.723 psig) for normal vacuum service by the manufacturer. As shown in Figure 1, the explosion flowing pressure (Pred) greatly exceeds the allowable equipment strength and a catastrophic failure of the equipment will occur allowing flame, hot gasses, and shrapnel to be expelled into the surrounding area causing injury or death to personnel, equipment and building damage. and loss of production.
Without good housekeeping of the area, a more intense secondary explosion could occur where dust on the floor, beams, and other surfaces in the area gets blown into the air where it forms an explosive mixture and ignites. Extreme building and equipment damage and personnel injury or death would occur. The equipment must be evaluated for its ability to withstand the explosion flowing pressure either by the equipment manufacturer’s certification or by analysis. A properly vented system as per the National Fire Protection Association (NFPA) 68 (2013) “Standards on Explosion Protection by Deflagration Venting” uses the deflagration parameters of the combustible dust-air mixture found by testing the dust in accordance with ASTM E1226-10, “Standard Test Method for Explosibility of Dust Clouds.” The result is a vented explosion flowing pressure (Pred) in the equipment that must be contained safely. An analysis of more than 200 installations worldwide resulted in almost every vented system requiring reinforcement or replacement to withstand the explosion flowing pressure.
Some ribbed square or rectangular dust collectors appear to be adequately reinforced; however, the panels between the ribs and the ribs themselves must be analyzed. Cylindrical dust collectors are very good pressure vessels; however, they usually have a flat roof and, like square and rectangular dust collectors, have access doors, hinges, latches, and ports (nozzles) that will not withstand the explosion flowing pressure. This equipment requires analysis also.
If the equipment will not withstand the explosion flowing pressure there are two choices: replacement at a high cost and loss of time and production or reinforce the equipment. Reinforcing the equipment is much less expensive and can be done during production downtime. Reinforcing of the equipment requires the stresses to be less than 2/3 of the 0.2% yield strength of the material per NFPA 68. Permanent deformation of the equipment when subjected to an explosion is not acceptable in a production environment, where it is desirable to put the equipment back in service as soon as possible with only a cleaning and replacement of the dust explosion relief elements. If an equipment manufacturer certifies that the equipment is rated for a safe operating positive pressure it must be determined that the calculated pressure is based on stresses less than 2/3 of the 0.2% yield stress of the material.
If the equipment has been designed to be explosion vented and has an explosion vent built-in or proposed for a new piece of equipment, there must have been an explosion venting analysis performed specific for the processed dust being handled and geometry of the system. If the product being processed in the dust collection system is changed, the new product dust must be evaluated for its explosibility and the equipment adapted as required. It may require a larger explosion vent or additional reinforcing.
Explosion vent ducts and blast deflectors
The explosion vent duct from a dust collector located inside is to be ducted outside through an exterior wall or up through the roof to ensure that the hot gasses are directed away from any personnel in the area or from any vulnerable equipment.
An explosion vent duct or blast deflector from an exterior dust collector must still direct the hot gasses away from any personnel and access areas, doorways, ladders, and air intake openings to equipment. The fireball discharged from the end of the duct can exceed 30 feet in diameter so even areas on the ground or roof must be considered to be a danger to personnel.
A venting reaction force that can be several thousand pounds from the hot gasses being expelled is exerted on the dust collector. This force must be considered in evaluating the stability of the dust collector and the stresses induced in the duct or blast deflector connection to dust collector flanges and bolting.
How to perform a safety risk assessment
Safety training and PPE are not first-lines of defense
Industry standards of care during COVID-19
Explosion vent duct weather covers
The vent duct weather covers are to be used wherever rain, snow, animals, or insects can enter the duct. Experience has shown that the most cost-effective and reliable design is a polystyrene weather cover (designs are available in the book). The weather cover is designed to snow, ice, and wind force design criteria. With a horizontal weather cover, the depth of snow on the cover must be limited to 3.75 inches and the depth of ice must be limited to 0.53 inches to keep the weight of the snow or ice below 2.5 pounds per square foot (the acceptable limit of restraint on the weather cover to allow unrestricted venting). A flat horizontal weather cover would not shed snow or ice; therefore, the weather cover must be placed on a duct bevel cut at a 45° angle to ensure that accumulation of snow is kept to a minimum. Flat horizontal weather covers are only to be used where snow or ice accumulations are not possible. The cover must resist 100 mile per hour wind forces in extreme conditions. With the wind on the windward side of the duct, the weather cover must resist a suction pressure on the lee side. The suction pressure is 0.18 psi for these conditions. The venting pressure that fractures the weather cover is 0.5 psi; therefore, the higher venting pressure will fracture the polystyrene easily.
Dust collector stability
The dust collector supporting structure must be strong enough and stabile to withstand any reaction forces that develop as a result of operation of the explosion vent. For dust collectors located on the outside of a building or enclosure, the reaction force can be several thousand pounds and the potential wind overturning load must be factored in. Floor or ground anchors must resist these forces.
Screw conveyors, rotary airlocks and isolation valves. Screw conveyors have a flat thin cover and fasteners to hold the cover to the main frame. Reinforcing of the cover and replacement of weak fasteners or toggle clamps may be required.
Screw conveyors located on the discharge of a dust collector have the potential of allowing a dust explosion flame to pass through it downstream to other equipment. To preclude this from happening, it is recommended that part of the screw is removed or a rotary airlock valve is employed on the inlet to the screw conveyor. Remove one-and-one-half of a flight of the screw midway along the length of the screw conveyor. Attach a baffle plate to the cover that blocks the upper half of the screw. This ensures that a plug of the powder or dust remains as a choke. If a rotary airlock valve is located on the inlet to the screw conveyor, it is not necessary to form a choke.
A minimum of eight vanes is required in a rotary airlock valve to ensure continuous sealing contact of the vanes with the housing to preclude a flame front from passing through the valve. Rubber or plastic tips will not withstand the heat of a deflagration. Metal tips are to be used. Valve manufacturers recommend that rotor vane to housing clearances must stay below 0.00779 inches to maintain a seal of the hot gasses from passing through the valve.
Install an explosion isolation flap valve on the inlet duct to a dust collector. This self-actuating device will mitigate any explosion from propagating to upstream equipment.
Hammermill air inlet duct. Hammermills are normally rated for higher pressures than the Pred explosion flowing pressure; however, the one area of concern is the air intake port located at floor or platform level. If an explosion occurs in the mill a fireball can be expelled out of the port. To preclude the fireball from injuring personnel in the area, attach a duct to the air inlet flange with a sweep elbow to direct the flame upward at least 7 feet or toward a safe area. The sweep elbow reduces the back pressure from restricting the air supply to the mill.
Grounding of systems. Grounding of all system elements is necessary to preclude inadvertent ignition of a dust cloud.
Monitoring devices
Wire the explosion vent’s burst sensor to shut down the system when it is activated by an explosion. Install a magnet above the inlet to any mill in the system to remove tramp metal that could cause a spark in the system. Install a vibration switch on any mill in the system to shut down the system when the vibration exceeds a preset value. Install bearing temperature sensors on rotation equipment to shut down the system when the temperature exceeds a preset value.
An inline spark arrestor can be mounted in the ductwork upstream from the dust collector. The spark arrestor will not completely eliminate the threat of a spark or flaming ember reaching the dust collector. It is only one part of the total solution of protection.
Housekeeping
Prevent hazardous dust from accumulating on surfaces. The standard allowable dust layer accumulation is 1/32 in. on at least 5% of the floor area, including beams, ducts, equipment, and any vertical surfaces where dust can stick. Compressed air blowing of dust is forbidden as an explosive dust cloud could be formed. Grounded industrial vacuum cleaners with anti-static hoses are the preferred method of cleaning and must be approved for use in Class 11, Division 2 areas.
The book “Explosion Vented Equipment System Protection Guide” provides a reference to meet the needs of a company licensed or competent unlicensed engineer that by education or experience understands the concepts presented. It provides guidance to analyze and design or retrofit dust collection equipment to resist dust explosions, to protect employees and reduce production downtime. It is available at Wiley, Amazon, Barnes and Noble, and Books-a-Million.
This story originally appeared in the April 2022 issue of Plant Services. Subscribe to Plant Services here.
Robert C. Comer, P.E., a National Society of Professional Engineers life member, retired as the Site Engineering Manager of M&M/Mars. As a consultant to Hazards Research, Inc. he has analyzed more than 200 dust explosion vented systems in plants worldwide.