How a system integrator can save a control project
In this article:
- Creating a project management plan
- Identifying project goals and risks
- Description of operation review
Manufacturing projects frequently experience unexpected cost overruns during the startup phase. We’ve all been there. Maybe you’ve even done a few quick calculations of the cost of all the people waiting during the installation of an instrument that no one noticed was missing from a P&ID.
I’m sure someone in upper management knows the cost of lost production time for the plant when programmers have to add changes that engineering made but forgot to issue. And someone in purchasing could tally the cost of raw materials scrapped when insufficient operator training yields a batch of off-spec product. But you’re going to need to ask the folks in sales about the costs of a customer lost because a required ship date was missed!
Startup risks associated with manufacturing projects can be significantly reduced by partnering with a certified system integrator and using the integrator as an integral part of the team early in the project.
- Read "10 steps to IIoT success"
The Control System Integrators Association (CSIA) is a global trade association that publishes and maintains the CSIA Best Practices and Benchmarks manual – the industry standard for successful management of a control system integration (SI) business. These best practices address project management topics such as risk management, scope and change management, communications management, and reuse management.
CSIA certification requires that SIs demonstrate through an independent audit that they understand and implement all aspects of the CSIA’s best practices. Key project responsibilities a CSIA-certified SI will assume are:
- Creation of a project management plan that incorporates all planning requirements and design documents
- Identification of project goals and risks
- Management of project communications
- Issuance of a detailed review of design documents
- Reuse of the design documents for development, testing, and training.
Creating a project management plan
The project management plan (PMP) is a document that CSIA-certified SIs use as the primary means for eliminating risk, rework, and scope creep in a manufacturing project. As with nearly all CSIA best practices, the topics addressed by a PMP are specified by CSIA, but individual SIs create their own format.
The PMP is designed to identify as many expectations of the control system as possible. The plan must specify all design criteria, such as standards and design documents, which provide developers a clear definition of how to implement the project technically.
It’s not uncommon for the SI to discover that design documents are insufficient or don’t exist and that the creation of these is not in the SI’s project scope. The beginning of the project is the best time to identify this problem and identify who will be responsible for addressing it. In addition to identifying all design documents, the PMP also identifies project goals, risks, scope, and communication expectations.
Identifying project goals and risks
What will define success for a project likely will be different for each project participant. Plant maintenance team members will be more focused on long-term reliability; production may be focused on minimizing downtime; and engineering may be focused on schedule and costs. A CSIA-certified SI knows that it is important to get agreement from all sides and to document these goals in the PMP.
A more-difficult task with which an experienced SI will assist is identification of factors that could put those goals at risk. Among these are not only potential safety issues but also factors such as unproven new technology, an accelerated delivery schedule, limited shutdown time, unavailable key personnel, training mandates associated with new procedures and equipment, and coordination of designs developed by multiple companies.
Project scope creep is always a risk to project success, and the PMP helps limit it. The PMP should define all project deliverables in detail at the beginning of the project. It may be difficult, but it’s important to clearly define the expectations of the more intangible deliverables, including PLC programs, operator interface graphics, reports, recipes, test procedures, and maintenance manuals. Including information regarding anticipated parameters, quantities, complexity, and key functions will help to clarify expectations up front for both the developer and the end user. This documentation will assist in determining when requests fall outside the project scope.
The PMP is also used to define which people need what information, who is responsible for issuing it, and how. Per the CSIA Best Practices and Benchmarks manual, “There is often more than one group involved in the design and development process, and the integrator must ensure that all communications are effective and that there is a clear assignment of responsibilities in this process.”
In other words, CSIA-certified SIs know that it is part of their role to assist their client with managing project communications, asking the right questions, and getting buy-in from all parties, including engineering, production, QA, maintenance, and IT. Taking on the burden of compiling and distributing concise meeting notes or documenting verbal communications is a role in which experienced SIs provide added value.
As plant staffing continues to be reduced, it is typical for project team members to have extra workload during a project. Once again, an experienced CSIA-certified SI will realize these difficulties and will have the required expertise to be persistent and effective in maximizing the time available from the project team while getting key information communicated.
Description of operation review
Experienced CSIA-certified SIs review and interpret design documents from a unique perspective. To create programs to control devices and processes, SIs need to know details that go beyond the anticipated automatic sequence. We want to know how the system should react under multiple failure conditions and in manual mode. We need to know about alarms, interlocks, changeovers, cleaning and sanitization, scaling, presets, reporting requirements, and more.
This article is part of our monthly Automation Zone column. Read more from our monthly Automation Zone series.
Because of this, SIs will likely ask questions that others do not during reviews of P&IDs, instrument selection, and the description of operation. Unfortunately, many end users create and review these documents without consulting with the SI only to find out during startup that expensive rework is required to meet expectations.
Here is an additional secret to success: Be sure to include at least one plant-floor operator at the design reviews and customer acceptance testing. Operators are the ones with the most detailed knowledge of how the process really works – and most likely the things that don’t work. Value their opinions and be sure their feedback is addressed. Not only will this help eliminate errors, but also you will have gained a new ally for startup!
Investing in detailed and accurate design documents early in the project will be a gift that keeps on giving. These documents will continue to be used as verification and validation references during testing, startup, and final signoff. System requirements and sequence-of-operations documents can be used to create detailed device, unit, and system testing procedures as well as operator training and maintenance reference tools.
Michael McEnery, PE, is president of McEnery Automation, a system integrator focused on delivering process, information, and control systems for the food and beverage, consumer product, and chemical industries since 1993. McEnery is a certified member of the Control System Integrators Association (CSIA). To learn more, visit the company profile on the Industrial Automation Exchange.
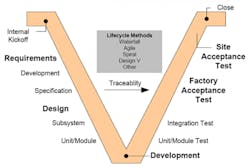
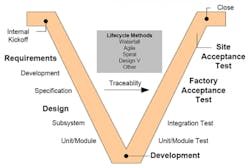
PMP deliverables can be verified for final design reviews and final project sign-off documents. The fundamental principles of the design V-chart are outlined in the CSIA Best Practices and Benchmarks Manual. The design and documentation efforts are shown above in the figure, with increasing detail moving down, and the corresponding testing and verification activities are shown directly across on the right.