Who owns reliability?

In my past 20 years in the maintenance industry, I have seen changes for the better and for the worse. I have seen every flavor of the month – some good, some bad. I do believe that most systems introduced, such as TPM, Six Sigma, Lean, OpEx, and RCM, do work and work well. The problem that I have seen is an organization’s inability to implement and drive the changes needed to embed these systems and tools into the culture we are trying to change. We often hear the statistic that 70% of change initiatives fail. Although this claim is often disputed because of a lack of empirical evidence, I have yet to see an organization successfully implement said changes. I have seen specific plants within an organization be successful but very few organizations as a whole sustain the change over the long haul.
We as a maintenance and reliability group have done many things well and others not so well. What we have not done well from an industry perspective is we have bundled the words maintenance and reliability together. We have societies, frameworks, groups, tools, etc., that have been marketed in such a way that the industry believes that maintenance owns reliability. Although many in the maintenance profession know this to be untrue, most people outside of the maintenance industry believe that if you fix maintenance, you solve your plant problem. Nothing could be further from the truth. I truly believe that it is an unintentional consequence of maintenance stepping up to the plate to drive change to equipment reliability. According to a study of U.S. manufacturing by management consulting firm A.T. Kearney, maintenance contributes to approximately 17% of losses within a given plant. These losses are mainly related to breakdowns, which contribute to a loss in plant availability. We have done a great job focusing on our 17% bucket, but what about the remaining 83%?

Why does maintenance get the blame?
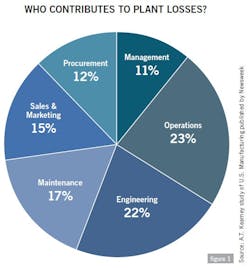
If maintenance typically owns only 17% of plant losses, who owns the other 83%? A breakdown of the A.T. Kearney study shows that operations and engineering contribute to almost half of plant losses (see Figure 1). If they contribute to almost half of plant losses, why does maintenance get the blame? Here’s my opinion, based on my own experiences: First, across many plants I’ve worked in, maintenance skills are not where they need to be in order to be a proactive department. In the past 20 years, based on Scientific Management Techniques’ assessment of average annual maintenance-level mechanical skills, as measured by a machine known as the Standard Timing Model, maintenance skills peaked around 1996 at 70% annual average score and have been on a steady decline since then. In 2016, it hit a new average low of around 18%. Couple that with the fact that the basic systems needed to perform at least decently are not there, and the average time to repair is surely horrendous.
Second, in most plants I’ve worked in, engineering works within its own silo. Engineering team members decide when, where, and how a piece of equipment is designed and installed and handed off to operations and maintenance, never to be seen again. Then maintenance is charged with trying to maintenance-out inherent design defects. Lastly – and probably of the most importance when it comes to trying to understand plant losses – is the fact that maintenance losses are normally the only truly visible losses outside of inherent quality issues. For example, when a machine goes down for 30 minutes, the whole world knows you have had an issue. Then, when sitting in the morning meeting, that 30-minute loss takes center stage as the reason that the shift did not hit its numbers, although the total losses equal about four hours in an eight-hour shift.
{pb}
Use and abuse of OEE
In today’s manufacturing world, overall equipment effectiveness is the metric used to measure how well a manufacturing line ran that shift, day, week, etc. This metric is then used as the indicator of how well or poorly a machine, cell, line, etc., ran. The sole focus becomes hitting a number, which drives the culture to strive to hit a number. Then the manipulation begins, because of the push from upper management to hit the number. (For example, lowering the maximum speed rate on the performance calculation to raise the OEE number.)
Although OEE should be used to understand how effectively assets are utilized, hitting a number was not the intention behind the metric. The metric was designed to expose losses in buckets called the “six big losses” and point in the direction of the areas of focused improvement. In most manufacturing plants I’ve encountered, the focus is on only two or three of these losses: breakdowns, rework, and/or scrap. This fails to take into account that, in my experience, 50% to 80% of losses are in the performance bucket of speed losses and minor stops. With that said, will focusing on the 17% fix your plant problem? No, but it will help.
OEE’s six big losses make up six of the 16 major losses in manufacturing. OEE and TEEP focus on equipment efficiency losses. As you can see from Figure 2, there are also human work efficiency and production resource losses. Doing a loss analysis will expose these and help you prioritize where to focus. Once you prioritize and eliminate these losses, you’ll see increased reliability, lower cost to produce, and higher production volumes.

Where responsibility for reliability lies
Once you understand the sources of your losses, you’ll understand that maintenance will never completely own overall reliability. Reliability is owned by everyone in the organization. I have seen plants go from demand fulfillment centers to demand creation centers thanks to lower costs to produce and open capacity to take on more volume. Safety and quality metrics also improved dramatically. I truly believe that if you focus on understanding and eliminating your losses, you will hold the competitive advantage. That is end goal of any business, right?
