Kits: Organized maintenance in a box

How reliable are your spare parts for critical equipment at your plant? When a critical piece of equipment comes down for scheduled or unscheduled maintenance, proper organization of your spare parts and related tools can reduce downtime by up to 50%. By setting up a best-in-class spare-parts process, the savings from a single repair job can pay for the entire program within your facility.
Most plants have critical-equipment spare parts, but the overall process of receiving, storage, and replenishment is generally not a priority for the organization. This philosophy results in the organization becoming reactive during both scheduled and unscheduled outages. This article provides a method of gaining control of your critical spare parts. First, this article reviews the costs associated with an inadequate spare-parts system and outlines how to determine which pieces of your equipment are critical in order to define the required spare parts needed in the warehouse to repair the identified items. (It is important to integrate this process into your computerized maintenance management system, or CMMS).

The second part of the article describes the process for kitting the parts, replenishing the kits after use, and returning kits to their proper place in the warehouse, and covers storage of specialty tools and the use and repair of oversize parts.
Note: This article does not cover the process of kitting for routine preventive and corrective maintenance as part of a maintenance management system. Instead, the focus is on critical equipment repairs and how to use a detailed, stringent process to provide faster, better quality, and lower-cost repairs on such equipment.
- During a turnaround, reciprocating compressors no longer needed to be worked on around the clock to avoid being in the critical path to resuming operations. Instead, maintenance workers could be scheduled for straight days, thereby reducing labor costs of nine days on four machines with a savings of more than $80,000.
- Hydrogen compressor repair time was cut in half, with maintenance savings of $27,000 and lost production savings of more than $300,000.
- Repair quality is higher because the right parts are on hand, ready to go.
What parts to stock and how to store them
First, decide which parts, if any, you are going to stock in your warehouse and list them in the CMMS. To do this, you need to have an accurate asset register with a rigorous criticality assessment of each piece of equipment. This will help you focus on the equipment that really matters. You will also need to develop a repair philosophy to determine the following:
- Will the equipment be repaired on-site or off-site using your own personnel?
- Will the equipment be repaired on-site or off-site using a contractor or vendor?
- Who will develop bills of materials (BOMs) for stock and nonstock parts?
- How will quality assurance/quality control (QA/QC) be done on parts?
With the criticality review and repair philosophy in place, you can then inventory the spare parts in the warehouse, including performing a QA/QC assessment of the stocked parts. General issues found in warehouses include:
Craig Cotter is a maintenance reliability leader at Occidental Petroleum. He is responsible for all aspects of electrical, instrumentation, automation, mechanical, and structural facility integrity and reliability for pipeline and midstream assets. He can be contacted at [email protected]. (Note that this article was prepared by Craig Cotter in his personal capacity. The opinions expressed in this article are the author’s own and do not reflect the view of the Occidental Petroleum Corp.)
- Parts are rusted or damaged.
- Used parts are returned to the warehouse to be used as “new” parts.
- Parts are not found in the warehouse or are located elsewhere.
- Parts are not fit for purpose (bar stock passed off as reciprocating compressor connecting rods).
After confirming that the current spare parts are fit for service, review the BOM to ensure there are enough parts to complete a repair under a creditable-failure event. With this “creditable failure” criterion, you don’t have to provide complete spares for every piece of equipment or every machine part, but rather only the parts that will most likely be needed to keep critical equipment running.
Stocking spare parts in a warehouse is not enough, however. If quality parts are purchased and then stored in a warehouse without care, the parts may be hard to find or may not be usable once located, resulting in extended downtime and higher repair costs.
Stocking spare parts is usually contrary to the goals of the accounting department or the warehouse team, who wish to keep their inventory value as low as possible for budgetary and tax purposes. In fact, some warehouses have a policy to delete from stock any inventory that has not been used in three or four years.
Some critical parts and equipment, such as compressors, may not be used for five to 10 years, but when the part is needed, the cost of not having it or having to expedite it can be 10 to 100 times the cost of stocking and paying tax on the part. Among the cost implications:
- Being forced to use non-OEM parts because of the required fast turnaround can lead to potential issues with quality and the ability to meet design conditions.
- Expedited parts have a higher potential for error compared with those sent via standard delivery, potentially resulting in reduced reliability.
- Extended equipment downtimes while searching for parts in the warehouse or other locations or while waiting for parts to be delivered results in lost production, which can be millions of dollars.
- Being unable to locate specialty tools for repairs can cause further delays.
- Being unable to find parts for legacy brand equipment, as no information about these parts is readily available, can drive up costs and delays, as well.
Some equipment repairs require special tools to disassemble the equipment. Examples of specialty tooling include: hydraulic coupling removal tools, seal installation tools, thrust disk removal tools, and rotor positioning tools. If the tool is unique and necessary for repairing the equipment, then it should be made readily available along with the required parts. If these tools are not readily available, then the loss of time and production will be no different than that incurred because of missing parts. Therefore, specialty tools should be treated like spare parts: kitted and included in the equipment BOM.
{pb}
Best-practice kitting
The solution to the above repair issues is to gain control of your critical spare parts and specialty tools by developing a process that incorporates complete kits and BOMs to ensure the parts are on hand, in the correct quantities, and fit for service. A kit is a set of containers (metal or wood boxes) containing all of the spare parts and tooling necessary to repair a particular piece of critical equipment. Kits are outfitted and organized to preserve parts and tools to ensure their readiness for use and provide lists of contents and instructions for their use. Parts that are too large to fit in a box or whose storage method excludes kitting (hung rotors) are excluded from the kitting process but not the QA/QC process.


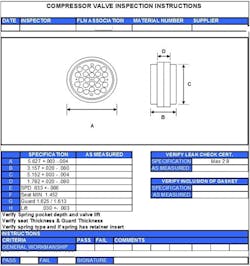
An example of best-practice kit designs are shown in Figures 1 and 2, and include the following:
- Boxes for kits should be of metal or wood construction. Kits should be stored in a climate-controlled facility.
- The individual parts should be well-organized within the kit. All parts should have an individual storage location that is clearly marked with the CMMS part number and the part description.
- A section of the kit should be reserved for desiccant and vapor phase inhibitor cartridges so that part quality does not deteriorate inside the box.
- Each kit should contain a BOM and cutaway drawing of the machine for reference. This BOM should be attached to the inner lid of the kit, and provisions should be made to ensure it is waterproof and will not fall off.

Quality assurance / quality control
The saying goes: “Inspect what you expect.” Without a QA/QC process, your parts are only as good as your parts supplier, and that will vary. A QA/QC process must be in place to ensure that all parts have an individual inspection plan upon receipt at the warehouse, including a process to inspect the kits prior to storage and use and a process for timely kit replenishment following use.
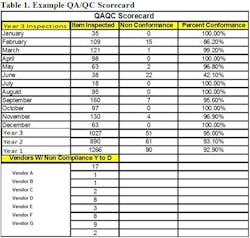
But why inspect a part if it is from the OEM? Because even the OEMs provide inferior parts on occasion. Without inspection upon receipt, those inferior parts will be installed. Table 1 shows three years of parts inspections, including OEM parts. As you can see, when we started the inspection process, we had an inspection failure rate of more than 7%. After three years, we still had 5% failure rate – and this was after the vendor knew we would inspect their parts!
There must be a process in place to inspect new and repaired parts prior to making the part ready for issue or being placed into a kit. Each part should have a QA/QC inspection form, if possible, as part of the CMMS receiving process. (SAP has a quality module that facilitates this process.) When the warehouse receives the part, the part is identified as requiring QA/QC checks, the part is placed on a hold (not available for issue), and the applicable inspector is notified to perform a receiving inspection. Once the inspection is complete and the part passes, the form is filed with the part and the part is listed as ready for issue and placed into the applicable kit.
The storage, check-out, maintenance, and security of the kits all essential aspects of the overall process. Kits may be stored either at the plant or off-site, but they should be readily accessible for emergency situations. Kits should be checked out of the warehouse as a complete unit, and individual parts should not be removed from the kit. Some people take issue with this, but experience has shown that it is better to keep the kit together to facilitate returning it to the warehouse for review and replenishment. Upon checking out the kit, it will be received and inspected by both a technical and warehouse representative, who will jointly inspect the kit for completeness. Both will complete and sign the attached inspection form before releasing the kit.
Access to the kits should be controlled and monitored, and only authorized personnel should have access to kits. The warehouse should not allow access to these kits without following the entire checkout process. If kits are taken out without following the process, the kits will not be returned to the warehouse until a joint inspection is completed by the technical and warehouse representatives.
Replenishing the kits after use should incorporate the following rules:
- Used parts will be returned with the kit.
- Used parts will be placed back in the appropriate slot in the kit wrapped in a red plastic bag to indicate they are no longer serviceable.
- At the conclusion of a job, the kit will be returned to the warehouse, where it will be stored in a kit staging area.
- The kit will be jointly inspected by warehouse personnel and a responsible technical representative.
- Clear direction will be given on how all worn parts (stored in a red bag) are to be repaired or replaced.
- The technical representative shall inspect all tooling to ensure it is in good working order.
- The technical lead for the kitting process will proceed with the requisitioning and purchase of new and repaired parts.
- Incoming parts should come into warehouse to the attention of the technical lead for inspection (QA/QC) prior to being placed into kits. (Note: Experience has shown that even with a QA/QC process in place, you will still receive 5% bad parts from vendors, including OEMs. Imagine the percentage of nonconforming parts you are getting now without a QA/QC process!)
- After replenishing the kit, the warehouse representative and the technical representative shall jointly review the kit for completeness: (1) each BOM item shall be verified individually; (2) the technical representative and the warehouse representative shall jointly initial each item on the BOM; and (3) a jointly signed copy of this document shall be kept in the sealed kit.
- Once inspected, the kit shall be locked and taken to its storage location.
- The warehouse/technical representative shall be responsible for ensuring all official documentation on the kits is properly filed.
- Returning kits to the warehouse should follow the above suggested best practices or another rigorous process to ensure integrity, security, and proper documentation.

Repairable spare parts
How do you handle your repairable spare parts that are not part of your kitting? I have seen the entire spectrum of approaches, from throwing away repairable parts to letting them rot in the field to getting them repaired (eventually) to placing them back into stock unrepaired but listed as usable. A good CMMS will have a reporting system to help you track repairable parts, but the user still has to make the decisions, i.e., whether to buy a new part or repair the used one.
For this purpose, it is a good idea to supplement your CMMS with a repairable-part process that will identify parts that are potentially repairable, determine whether they can be repaired, and repair them or order new parts, all in a timely manner. One recommended practice is to provide a “repairable” tag attached to the part or assembly and to have the part returned to the warehouse for review, decision-making, and disposition. Weekly review of the repairable parts that have been checked out is recommended to update their disposition and ensure that no parts fall through the cracks.
Leadership and support within the organization
For a kitting program to be truly successful, there must be champion for the process at the manager level to sell the concept, obtain support, and commit monetary and personnel resources. Your site must have a dedicated technical resource to set up and run the program.
Adding this responsibility to the duties of existing personnel is a recipe for program failure, as this process will take a back seat to the person’s current duties. You must also have mechanical engineering support to lead the process and provide technical direction. Finally, you must have warehouse buy-in to support your process.
Implementing this recommended program will reduce the number of days spent on your critical equipment repairs and make your scheduled outages run more smoothly. The repaired equipment will be of a higher, safer quality, and the reputation of your maintenance organization will increase. This process can significantly improve the reliability and repair of your critical equipment, and the process can be extended to other warehousing activities at your site, such as essential equipment spare parts and high-value parts, thereby continuing to provide lower-cost, higher-quality, and faster repairs on your equipment.