Smart instruments and device diagnostics: How well is your plant using information?
One of the factors that separates process plants operating reasonably well from those achieving a high level of excellence is how a plant uses information. Best-performing plants achieve their status by reducing production outages through proactive maintenance. This increases revenue generation and lowers maintenance costs to drive increasing profitability.
Some companies enjoy this state of affairs as a way of life, while others ask, “How do they do it?” One key difference is the ability to use instrument diagnostic information effectively, but how is such a concept put into practice?
Plant personnel have dashboards showing how various units within a plant are performing; they can see how a reactor, heat exchanger, boiler or some other major piece of equipment is performing at any time. For each of those units to perform optimally, control loops supporting them must perform as designed, which depends on instruments operating reliably to provide accurate data.
Smart instruments—including transmitters, sensors and actuators—are capable of monitoring their own performance, and they can tell you a great deal about what’s going on with a process well beyond the specific variable they measure or function they control. Just as the control system depends on these smart instruments, so can your production and maintenance teams.
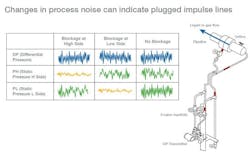
Some smart instruments are able to detect deterioration in a key component or realize sensor drift. Others look at the process and might spot changes. For example, a differential pressure sensor can measure process noise and determine the normal level (Figure 1). When the noise level begins to fall or differences emerge between high and low readings, it may signal a problem with impulse line plugging. Such plugging can mask the true pressure differential and result in an unreliable reading. Today’s smart instrument can send a warning when they begin to notice such changes.

Working up the performance chain
Operational excellence depends on many things, but one critical element is hardware performance (Figure 2). This begins at Level 1, the lowest level with individual field devices. No matter how sophisticated the control system, a flow loop will never work properly if the flowmeter is not reliable or if the control valve is not acting properly. Conversely, the right kinds of process instrumentation and final control elements working together ensure tight control.

Level 2 comprises all the small groups of individual loops working together to provide basic functions. Those functions work properly when all the individual loops are performing per design. With enough information from smart instrument, plants can establish performance levels for those groups of loops and subunits.
Level 3 is the operational level. These are the asset diagnostics that operators and plant management watch on the main dashboards, such as heat exchangers, reactors, mixers and the like. These assets are dumb in and of themselves, so the only way to determine how they’re performing is to go back down the chain and see what’s happening at Level 1. Smart instruments are the eyes and legs of this process, and information they provide is the basis for everything higher up the chain.
You can’t do unit diagnostics without loop diagnostics, and you can’t do loop diagnostics without device diagnostics. Operational effectiveness always finds its way back to individual field instruments, sensors and actuators.
Solving pain points
Most plants have trouble areas which continually cause problems. These bad-actors cause an inordinately high number of outages and soak up more than their share of maintenance dollars. Those two factors taken together rob the plant of output and profitability. Going through maintenance orders and reports can normally make them easy to spot and categorize.
Once these trouble spots are identified, the next step is determining the root cause of the problem. Does the same pump drive motor burn out again and again? Does the same valve stick open? Is the energy efficiency of one heat exchanger far worse than others like it? The information available from smart instruments can help you identify these root causes so they can be fixed. Level 1 device diagnostics provide visibility into assets so you can see the problem clearly.
Once the bottleneck in an asset has been removed, it can perform with a higher level of reliability and efficiency, which will improve the whole plant. Once one bad actor problem is solved, the next step is to attack the next asset that comes to the top of the list. One by one, they can be identified and eliminated by using a well-thought-out strategy of analysis based on diagnostic information.
Having accurate performance information and eliminating bad actors is certainly valuable, but it provides only part of the picture. Most companies find even greater payoff from using diagnostics as the basis for a comprehensive predictive maintenance program.
The evolution of smart diagnostics
The electronics built into smart instruments has become more sophisticated over the last few decades. Suppliers added self-monitoring capabilities to warn if something was happening with a smart instrument that could impair its ability to deliver a reliable reading. While highly valuable, those functions were purely reactive and could only respond after something had already happened.
Over time, those capabilities became more sophisticated and were able to predict when a problem was developing, such as an impending component failure or sensor drift. Other diagnostic functions allowed a smart instrument to monitor and record the amount of force necessary to close a valve or the amount of time spent in any given position. Soon it became clear that these functions could also offer insights into the process itself beyond the basic process variable.
The development of communication protocols such as HART, EtherNet/IP, Foundation Fieldbus and Profibus PA provided a mechanism for smart instrument to send information to the control or asset management system, avoiding the need to visit a device in the field to read and gather data.
With the development of smart instruments, suppliers added electronic signal processing to take raw data from the transducer (strain gage, capacitive, magnetic, etc.) and convert it to a linearized signal within a suitable range. Many smart instruments required a secondary measurement to correct the first, such as a temperature reading to compensate output from a strain gage.
As these smart instruments became more sophisticated, suppliers added internal monitoring functions to alert operators of voltage problems, failed components, excessive temperature excursions and so forth. Maintenance technicians trying to solve a problem could use this information to verify an instrument or actuator was functioning properly, or to trace the source of a problem.
At first these monitoring functions were strictly reactive, but with growing sophistication made possible with less expensive electronics, it became a simple matter to add new capabilities, including some predictive in nature. Now, these advanced functions have become standard across virtually all smart instrument suppliers.
Most maintenance programs begin as reactive: run equipment until it fails and then fix it. This simple approach isn’t optimal, but countless companies use it as many assets can be run to failure without serious consequences. However the main drawback of this approach when applied across an entire facility is that it causes outages and production interruptions.
A slightly higher level of sophistication is scheduled maintenance. This is generally an improvement over a purely reactive strategy compared to a reactive strategy, but it is still an expensive method because a device scheduled to be replaced may be functioning just fine and do not need replacement. Some studies suggest that 12% of maintenance costs are wasted because maintenance is not needed, with a given function performed simply by following the calendar.
If reactive and scheduled approaches are the basis for your maintenance program, you will have a difficult time reaching operational excellence. But there is another way: predictive maintenance based on condition monitoring. When you know something is going to happen in advance, you can take action before failure.
What has to happen to make such a capability an everyday experience? An effective maintenance program based on condition monitoring has to have three elements:
- Field devices must be “smart,” meaning they have diagnostic functionalities and a way to communicate the information, typically via HART or a fieldbus network
- The main process control platform must be able to convey the information from the devices to a central point via the field wiring
- Integrated device and asset management software must be installed and used to gather and interpret diagnostic data automatically
In all likelihood, you already have the first two conditions in place, at least in terms of most of the field devices and the control platform. Unless you’re still running your plant with pneumatic devices or first-generation analog instruments, the bulk of your field instruments and actuators are smart devices, using HART 5 or better, as this has been standard equipment since the early 1990s. Similarly, control platforms for process plants have been provided with the ability to interface to smart instruments for decades.
So what’s needed to implement true predictive maintenance is integrated device and asset management software, the final piece of the puzzle. Many plants have such systems in place but aren’t utilizing them to their fullest extent, and even plants without such systems can generally install one and interface it to the main control platform without undue difficulty.
When all three elements of a device diagnostic program are in place, frequent routine device checks in the field are no longer necessary. Anything a technician can get using a hand-held communicator at the smart instrument can now be called up anytime from the control room or maintenance shop. Plus, the asset management system is able to perform checks automatically as often as required by simply programming the check interval. The second scenario of checking a device that appears to be malfunctioning can also be done without a visit to the plant. Moreover, if there is a malfunction, the asset management program probably already knows and has reported the failure, and may even have done so in advance.
The result: you can eliminate more than half the trips your technicians make into the field, and you can predict failures before they occur.
Working with an asset management platform
The amount of diagnostic information available from a smart instrument can be overwhelming, so an asset management platform is needed to sort through this data and create actionable information. Given that a typical differential pressure sensor can easily monitor more than 100 internal functions, it’s easy to drown in data.
A plant asset management system (PAMS) needs to be set up with a database of every smart instrument in the plant, or at least the most critical ones at the outset. It should have all the information about each smart instrument related to model, manufacturer’s data, range, alarms, etc. Fortunately, much of this data resides in the smart instrument and can thus be automatically gathered by the PAMS.
Using all this data, the PAMS integrates predictive asset intelligence across the entire plant including device diagnostics, process interface diagnostics, loop and equipment diagnostics, and performance diagnostics. The PAMS gathers all this information and sends it to the correct departments and individuals.
One key function performed by the PAMS is to present a consistent graphical interface for all the different kinds of smart instruments. The nature of diagnostic information available from a given smart instrument and the way it is displayed varies from supplier to supplier, and even within a single company’s product line. The PAMS takes all this raw information and puts it into a user-friendly format, making it easier to access, compare and analyze.
For example, when the PAMS warns the maintenance department that a flowmeter is beginning to clog, technicians will realize something is wrong with the process responsible for releasing solid matter into the flow. They can then intuit that the flowmeter should be backflushed at the earliest opportunity, allowing the problem to be addressed in a way that minimizes disruption.
When maintenance operations are performed only where they are needed, unnecessary work is reduced or even eliminated. In day-to-day operation using a predictive maintenance program, the PAMS provides the central evaluation and scheduling functions. It takes diagnostic data from smart instrument, and combines it with heuristic diagnostics from plant personnel. The PAMS includes a mechanism to evaluate human-provided information as well as electronic data, as smart operators can often detect problems better than any software platform.
The PAMS takes all the information and processes it, perhaps drawing conclusions from multiple events that might not be problems individually, but when taken together could signal trouble. It then sends information to the right people and departments, with each type of information getting to the people responsible for acting on it, which drives the following improvements:
- Operators can change some element of the process if a smart instrument is exhibiting a problem and it can’t be fixed until the next shutdown
- Maintenance scheduling can identify high priority tasks
- A purchase order can be issued for a valve seat because a valve is beginning to lose its seal and will need to be rebuilt within the next two weeks
All of these elements combine to create an optimized predictive maintenance program where a process can run with maximum availability and stability. Interruptions are minimized, as are overall maintenance costs. Stores of replacement parts can be reduced as the number of repairs goes down and as they can be done with greater predictability. Such an optimized predictive maintenance program is a critical step to operational excellence, and it all begins with smart instruments and device diagnostics.