Make reliability the focus of the maintenance and operations departments

A reliability-centric organization makes reliability the focus of the maintenance and operations departments. The company must have a strong, independent reliability leader who not only looks at traditional reliability improvements, but also influences and leads the organization’s operations, maintenance, capital, and turnaround functions to improve overall corporate performance, with the motto: “Engineer it right, keep it running, and repair it right.” This is Part II of a multi-part series.
Click here to read Part I | Click here to read Part III
A separate and dedicated reliability department will fail if not led by the right person. Leadership is an intangible factor, but it will dictate success for the organization, especially if the department is being formed from scratch. This manager must have both the technical expertise in reliability and the people skills of leadership and negotiation. This person must be able to form a new department, provide a vision with specific plans and a process that will move the organization toward its goals, convince management of the benefits of a reliability-centric organization, while navigating the politics of the operations and maintenance departments. This person must also be able to say, “no,” to operations and maintenance managers and focus them on important long-term goals, as opposed to urgent daily issues.
Typically, when a reliability department is formed, the operations and maintenance departments view the additional personnel as more bodies to help them with the daily equipment repairs and unit upsets, doing the work their own people should do. This is not to say the reliability department ignores daily issues, but rather adopts the “teach them to fish” philosophy, helping them to do their jobs better, but not doing their jobs. Part of the reliability department's responsibility is to teach operations and maintenance personnel how best to keep it running and repair it right, and this will begin to reduce the daily issues, freeing up more time for them to focus on what really works, rather than on what is not working today.

Figure 1. Reliability engineers and machinery specialists should be set up to support the asset and plant initiatives.
The organization of the reliability department must be set up to handle both short-term (daily/monthly) issues and long-term (more than five years) issues and programs. A good model is to organize the department into engineers and machinery specialists. A machinery specialist is a non-degreed millwright/machinist with 10 to 30 years of experience with his tools. The department is then divided into asset support and staff support groups. Figure 1 shows this breakdown of reliability engineers and machinery specialists set up to support the asset and plant initiatives. Figure 2 is a sample chart of roles and responsibilities.
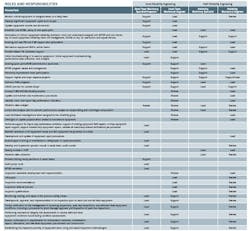
Figure 2. Organize the department into engineers and machinery specialists, who are non-degreed millwrights/machinists with 10 to 30 years of experience.
Keep it running
The reliability department’s involvement with operations is to help to run the equipment, as opposed to the equipment running them. The centerpiece of this leg of the stool is the operator-driven reliability (ODR) process. Operators are the key to equipment reliability, because a good operator sees, touches, listens to, and smells the equipment every day. The operator is the first to know when equipment changes, and this early detection and issue remediation is a giant first step toward keeping the equipment on line or taking the equipment off line before catastrophic failures occur. Equipment deteriorates when left alone. It does not matter how well the equipment was designed or installed or repaired; if left alone, the equipment will fail. Experience has shown that the magnitude of the failures increases proportionally to the operators’ non-involvement and lack of ownership. Therefore, operator involvement is crucial for improved reliability.
The reliability department’s part of this ODR process involves developing operator equipment checks and operating maintenance routines; training on startup, operation, and shutdown procedures; and instruction on the basics of rotating equipment, including:
- pump fundamentals
- compressor fundamentals
- mechanical seals
- equipment troubleshooting
- lubrication basics, greasing, and changing lubricant
- basic vibration training and data acquisition techniques
- equipment startup, operation, and shutdown checklists
- pump switching process
- basic maintenance
- cleaning seal flush lines
- cleaning seal pots
- changing filters
- cleaning strainers
An example of a checklist to be used for operator-driven reliability rounds is shown in Figure 3. An example of a pump startup sheet is shown in Figure 4.
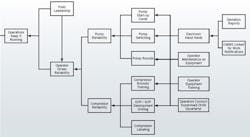
Figure 3. The magnitude of failures increases proportionally to the operators’ non-involvement and lack of ownership. Therefore, operator involvement is crucial for improved reliability.
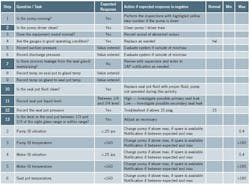
Figure 4. The reliability department needs to develop operator equipment checks and operating maintenance routines; train operators on startup, operation, and shutdown procedures; and instruct them on the basics of rotating equipment.
Justifying operations maintenance routines
How do you convince operations managers and senior company management that you need to establish operator rounds in your organization? If your organization believes in preventive maintenance, then you are halfway there. The cost of corrective maintenance can be several times more expensive, when compared to preventive or predictive maintenance. The cost difference can be as high as 10 times. ODR helps shift and lower the cost of maintenance through the application of preventive and predictive actions performed by the operators. ODR is not a substitute for preventive programs, but ODR will both supplement and complement other actions.
Two other important aspects of successful ODR are automation of the rounds and leadership involvement. Automation permits trending of the data collected and the establishment of alarms at certain key points for the operators to make immediate corrections to the equipment. Such automation can also trigger action by other parts of organization on the issues outside of operations' scope to remediate. Using a deficiency management process, the automated system notifies the operators when equipment is outside normal ranges and enables them to track key performance indicators (KPIs). Timely acknowledgment of alarms and corrective action will result in data that provides feedback to the operators that their work is positively affecting equipment operations. The same equipment can be used to supplement the predictive programs of the reliability department.
Despite all the benefits of automation, some companies persist in using paper checklists on a clipboard. These paper rounds make it difficult to spot trends and set action points and, if not reviewed or acted upon by the organization, can lead to pencil-whipping. Today's handheld devices make it easy to track all the data collected by operators in the field or in the plant, and with wireless technology, these readings and checklists can be linked back to system servers in real time, with relevant notifications sent to the computerized maintenance management system (CMMS) for any issues found while making rounds.
Leadership and cooperation by operations and reliability department managers is critical for successful ODR. Operations must lead this effort with its full support, including a review of metrics and KPIs to ensure the efforts of the personnel are value-added. Additionally, operations and reliability leaders must audit the rounds for completeness and conduct actual rounds in the field to maintain their validity and ensure that the automation process is working well for the operators. The checks and preventive maintenance steps in ODR need to be updated regularly to ensure their validity as plant equipment changes over time.
The reliability department plays a key role in developing and conducting the training and providing refresher training as needed. The organization must also be prepared in the early stages for the newly trained operators to make mistakes at first, assigning mentors and letting "newbies" shadow more experienced personnel. However, as ODR progresses and operators become more proficient with operations maintenance, the benefits will be substantial.
| Craig D. Cotter, PE, CMRP, is a maintenance specialist with 21 years of experience in refining, chemical, and E&P organizations in the areas of reliability engineering and maintenance management. He’s a member of SMRP and the Vibration Institute with a Category III certification. Contact him at (281) 413-9475 or [email protected]. |
Reliability and operations should collaborate to review and revise standard operating procedures (SOPs) and emergency operating procedures (EOPs). Once completed, operations leadership must review these procedures with staff and conduct drills at least every quarter to ensure each operator can operate the equipment safely and correctly. The EOPs and SOPs should be written well enough that a new employee can pick them up and go through each step correctly without any issues. Tagging all items clearly helps with this process, and pictures from the field in the EOPs and SOPs further clarify the procedure. The tags must be listed and an annual audit for missing tags or as a follow-up to maintenance work will ensure the process does not deteriorate over time.
These are the basic ways to get operations to run equipment and keep it running with a reliability perspective. Although maintenance and engineering also play an important role in reliability, the impact operations can have on the reliability of your equipment is the greatest of the three departments.
Read Part III of this article, Gain control of your repairs and spares to avoid costly downtime.
Be notified when future parts of this article are published.
About the Author
Craig Cotter
P.E., CMRP
Craig Cotter, P.E., CMRP, is a mechanical engineer. He has more than 30 years of experience in reliability engineering and maintenance management. Cotter has a B.S. in mechanical engineering as well as an MBA. He is a retired U.S. Army Colonel. Contact him at [email protected].