Lower your operating costs with regular valve maintenance

- Poor product quality: A miscalibrated control valve won’t achieve good process control, allowing pressure or temperature excursions that result in off-spec product.
- High maintenance costs: Poor maintenance practices foster run-to-failure problems that can shut down a major production unit.
- Potential safety hazards: Leaky valves servicing toxic or hazardous materials pose a safety risk, and excessive vibration can damage piping and produce noise levels that violate OSHA regulations.
Unhealthy symptoms
Unhealthy valves affect the entire production system. If untreated, symptoms grow worse until the process shuts down. Improperly specified and maintained control valves exhibit visible symptoms—you have to know how to recognize them.
Control valves and associated instrumentation must be calibrated before being installed. This ensures the valve will map its range of travel to an input signal and that it optimizes the entire process loop’s control performance. To elaborate, most control schemes include a pressure measurement that’s sent to a control system, which responds by trying to move the valve to a specific position to maintain a certain pressure. The pressure transmitter, the control system and the valve must work together to maintain process stability. As the final control element, the control valve compensates for deficiencies elsewhere in the loop.
Verify valve calibration upon installation and from that point on, reset it at regular intervals. It’s not uncommon to find 25-year-old control valves that haven’t been recalibrated since installation. Such negligence sentences the device to a lifetime of underachievement. Over time, valve calibration continues to deteriorate. Instead of performing at 0.025% accuracy, a control valve can drift to the range of 2% to 5% accuracy, a shift that increases process variability, decreases process quality and fosters final product quality degradation.
Selecting valve type and size properly eliminates cavitation, a damaging condition that destroys valve internals (Figure 2). Also, entrained solids can cause erosion, which can lead to leakage and inadequate valve shutoff.

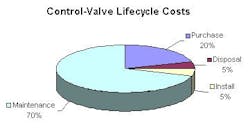
Predictive maintenance involves gathering data to predict future valve performance. It’s a more sophisticated approach than preventive maintenance and offers significantly greater opportunities for cost savings. The data typically can be collected in two ways.The first approach requires an industrial-strength PC and associated hardware for field-testing control valves. The data acquisition tool can compare input signal to valve position, perform frequency-response tests and run diagnostic tests on the positioner, the actuator and the entire valve assembly.The second method entails gathering data from the digital positioner. Many tests can be run, such as comparing set point to valve position and the response to a step input change. These tests provide valuable data for diagnosing valve performance. For example, the digital positioner can log the total number of strokes the valve has performed and the number of directional changes. Another is the time-near-closed test. A valve that spends an unusual amount of time below a preset limit is oversized and needs to be respecified. Valve oversizing results in higher velocities through the valve, which increases wear and tear, degrades performance and predicts expensive maintenance.A laptop computer with diagnostic software is recommended, but digital positioner data can be accessed at the valve with a handheld device or it can be collected in the rack room. When in the field, technicians use a HART modem to connect to the input-signal wiring from the control system to download the data and perform tests on the valve. Data collection can be conducted while the valve is offline or online and still in control of the process.Gathering data is the first step. Analyzing it requires a trained, experienced technician or applications engineer. Like a soothsayer reading tea leaves, a valve diagnostic expert can interpret raw data to predict future valve performance. For example, a diagnostic report can include meaningful operational data, such as valve friction at various valve travel positions. These data can help to diagnose stem, trim or seat wear and can pinpoint root-cause problems or developing conditions. By correctly identifying and pulling only those valves that require maintenance, a plant can save thousands of dollars. Experience shows that only about 50% to 60% of the valves scheduled to be pulled in a turnaround really need to be maintained. Predictive maintenance not only saves repair dollars, it also can shorten the duration of the shutdown, meaning faster plant startup and less lost revenue.The effective management of control-valve assets represents an attractive cost-reduction opportunity. Installing correctly specified valves can improve plant performance and product quality while extending scheduled maintenance periods. Aggressive preventive maintenance, such as annual calibration and physical inspection, can identify areas of concern before valve assets require costly repair and disrupt operations. Predictive maintenance helps an operator see into the device, pinpoint hidden problems and eliminate the need to pull good valves. With maintenance consuming the lion’s share of a valve’s life cycle cost, an effectively managed maintenance program is essential in a plant operator’s drive for cost leadership.Mitch Williams is manager of strategic accounts for Dresser Flow Solutions, Avon, Mass. E-mail him at [email protected].
Figures courtesy of Dresser Flow Solutions.